Nature3D
乾燥が不十分なPLAを押し出すとどうなるか
樹脂全般に言えることですが、特にPLAはわずかでも水分が残っていると
押出加工した際に不具合が起きやすいです。
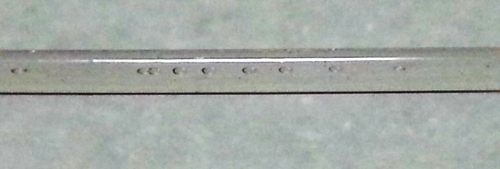
フィラメントの加工中に、あやまって乾燥が不十分なペレットを追加投入してしまったのが下の写真です。
押出機からの吐出が急に不安定になり、
しばらくした後パチッと音がしたので異変に気付きました。
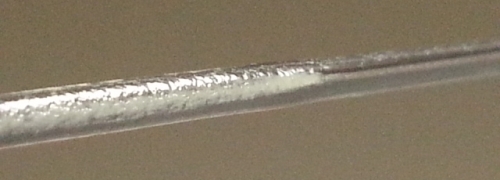
フィラメントを見ると、中に気泡が入っていたり、外周が曇っていたりしていました。
また、フィラメント径が急に暴れ出しました。
加熱で発生した水蒸気が抜けなくなり、内部に取り込まれてしまったり、
外周にたまって一気に噴き出したりするのだと思われます。
また、乾燥不十分だと外観に変化がなくても
フィラメント径が細くなって径の合わせこみがやりにくくなることもあります。
加水分解で樹脂のMFRが上がってしまうことが原因だと思われます。
同じ条件を入れ込んでも径が合ってこないなどの場合は、
乾燥の状態が影響していることが経験上多いです。