Nature3D
耐熱剛性PLA 3Dプリントテスト
かねてからほしいと思っていた耐熱剛性PLAを手に入れました。
耐熱160℃、耐衝撃PLA比4倍、成形収縮がPLA比1/2!
スペックだけ見ると3Dプリント用には最強のPLAです。
これはぜひ3Dプリントしてみたい!ということでフィラメントに引いて造形してみました。
ペレットをフィラメントに加工
耐熱PLAのペレット。
吸水を防ぐため紙袋とアルミ袋の二重梱包になっています。

耐熱PLAペレットを取り出した様子。
外観は真っ白です。

押出機でフィラメントに加工。通常のPLAと異なり、押し出されるとすぐに固まります。
3Dプリンタには望ましい特性ですが、押出から見ると少し難しい特性です。
とにかく3Dプリンタに持っていきたいので、精度を無視してとりあえずフィラメントの形に加工します。
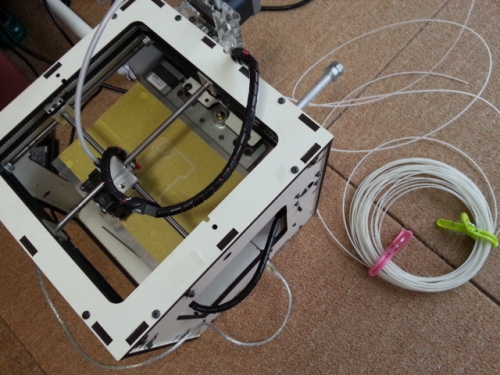
格闘すること3時間、ようやくフィラメントが引けました。
剛性が高く、コシが強いです。現有のスプールに巻こうとすると折れてしまいます。とりあえず手巻きで対応。
表面が硬いのでドライブロールをなめってしまわないように注意しながらBS01に装填。
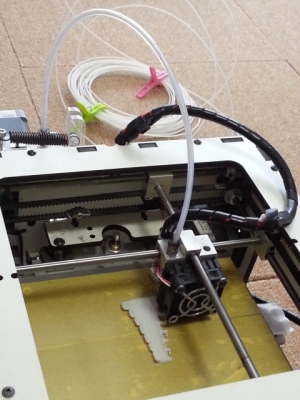
3Dプリント開始。温度200℃。通常PLAと異なりベッドにほとんどくっつきません。フィラーが多いためと思われます。
ベッドにスティックのりを塗り、かつファーストレイヤーだけ速度20%まで落とすことで定着しました。

造形中の様子。一旦ベッドに定着すれば、後は問題なくきれいに造形してくれます。
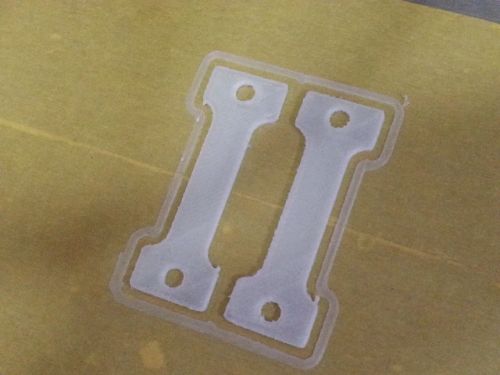
造形後。収縮が少ないので反りが抑えられています。
このサンプルをあとでクリープ試験にかけます。
オーバーハングテスト
反りが少ないということはオーバーハングに強いのでは?
検証のため、Overhang Test Printをプリントしてみました。
45度~15度までの勾配をつけて造形してくれます。
条件が悪いと造形品が反りかえってノズルと当たってしまい、
最後まで造形できないstlデータです。
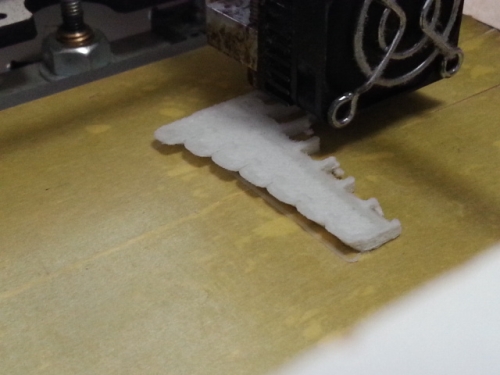
予想通り、難なく造形してくれます。
通常のPLAであればたぶん温度を下限ギリギリまで下げないと
造形ができないはずですが、温度範囲はラフでもスムーズにいってくれます。
ブリッジをきれいにするため250度で造形。
絡まらないよう適度に手でフィラメントを伸ばしながら造形を続けます。

完走できました。

造形品裏面の写真。きついオーバーハングの割には
まあうまくいったほうではないかと思います。
定着せずに余った樹脂が周囲にくっついて少々ダマになっています。
スピードをもう少し下げればさらにきれいにできそうです。

オーバーハング側面。ダレも少ないです。

一番勾配がきつい15度の側面。
サポートなしでも何とか造形が可能なことがわかりました。
耐熱性検証
一旦耐熱PLA造形品を100℃ x 20分でアニールし、結晶化させてから
こちらとおなじクリープ試験にかけてみました。

120℃ x 30分クリープ試験。最後まで変形なく耐えました。

150℃ x 30分クリープ試験。PLA融点ギリギリです。
こちらも最後まで変形なく耐えました。普通のPLAであれば結晶化していても
軟化してしまうためクリアできないレベルです。
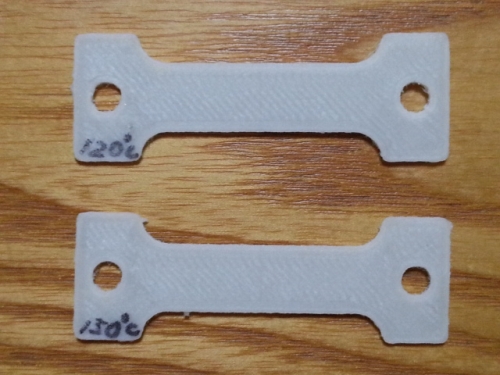
120℃、150℃クリープテスト後の試験片。いずれも大きな反りはありません。
耐熱PLAとして成り立ちそうな結果となりました。
耐熱剛性PLA 吸水率測定
この耐熱剛性PLA、ペレットを触った感じではあまり樹脂っぽさを感じません。表面が硬い感じでなんとなく吸水率が低そうな気がしたので一度測ってみました。乾燥条件、吸水率の出し方はこちらと同じ方法です。
耐熱剛性PLA 吸水率測定結果
| 乾燥前 | 150.00g |
|---|---|
| 乾燥後 | 149.90g |
| 吸水率 | 0.07% |
なんと、吸水率がPLAの1/5です。これはすごい!
測定間違いか乾燥不十分かと思い、乾燥時間をさらに倍にして再測定しましたが
結果は変わらず。やはり吸水率が低いのは正しいデータのようです。
これならフィラメントを放置しておいても、吸水を気にせず3Dプリントができるかも。
また試してみようかな。
後は安定してフィラメントの加工ができるかが問題です。
継続検討したいと思います。