Nature3D
靭性PLAフィラメント LCT37F(ABS代替、耐衝撃)
 |
靭性PLAフィラメント LCT37F(ABS代替、耐熱100℃、耐衝撃) φ1.75mm 70m |
 |
靭性PLAフィラメント LCT37F(ABS代替、耐熱100℃、耐衝撃) スプールリフィル用 φ1.75mm 65m |
一時製造を休止しております。再開の際はこのページにてお知らせいたします。
概要
耐衝撃性、耐熱性をABS以上のレベルに向上させた改質PLAフィラメントです。従来は耐衝撃性や耐熱性を求められる場合はABSが用いられてきましたが、反りや臭気の問題があり、扱いが難しい材料とされてきました。
この問題を解決するため、PLAをベースとした樹脂組成で改質を行いました。検討を重ねた結果、耐衝撃性は一般PLA比で13~14倍、耐熱性は100℃まで改善し、ABS同等以上のレベルを達成することが可能になりました。
また、一般PLAにはない長い枝分かれを持つ分子構造のため糸引き・ダマの発生が少なくなっており、物性面でも造形面でも扱いやすいフィラメントとなっています。

LCT37Fのフィラメントを結んでみたところ。
きつめに締め付けても折れ、亀裂が発生しません。
とても粘りのある材料です。
特長
・靭性に優れる(耐衝撃:一般PLA比13~14倍)
・造形時の糸引き、ダマが少ない
・積層痕が目立ちにくい
・耐熱温度100℃ (*)
・ABS比較で臭気が少ない
・サポート除去が容易
・従来PLA比較でノズル温度低めでの造形が可能
(*)荷重たわみ温度 100℃@0.45MPa。耐熱性を上げるにはアニール処理が必要です。
靭性PLA LCT37F
| 材料 | 改質PLA |
|---|---|
| フィラメント径 | 1.75mm |
| 推奨プリント温度 |
ホットエンド:180~200℃ |
造形例

ノズル温度190℃、積層ピッチ0.2mm、BS01にて造形
ユーザー様造形レポート
ユーザー様にご協力いただいた評価レポートです。
| お名前 | ybjack様 |
|---|---|
| 総合評価 |  非常によい 非常によい |
とても素直で扱いやすい印象。抽出時の粘性が低いようで、ボルト穴も内側に引き寄せられず寸法安定性が高いです。積層痕はレイヤーハイトが大きいと目立ちやすい様です。これは押し出されたフィラメントが流れず、出たままの姿で固まっているためと思われます。そのため上面の平滑性やエッジの立ちが非常に優れています。色はやや褐色ががった乳白色で、質感は良く歯車に使われている白いエンプラ(正式名称がわかりません)に似ています。
出力そのままでも一般的なPLAより高剛性ですが、アニール処理で更にレイヤー間の結着が上がり素手では曲げれないくらいになりました。硬くなったと言ってもパキンと割れる様な感じではなく、バネ性が必要な用途にも適していそうです。アニール処理後は耐熱性も上がるとのことですがそれに関してはテストできていません。また、薄いものだと冷却中にどうしても反ってしまうので工夫が必要と思いました。
| お名前 | いしまさ様 |
|---|---|
| 3Dプリンタ機種 | Afinia H400 |
| 総合評価 | 非常によい |
造形性
プリント終了後に3Dプリンターから造形品を出したときに、あまりのキレイさに
「おお!」と声がでてしまったほどです。
パーツ表面、特に垂直面がとてもキレイに造形されていると思います。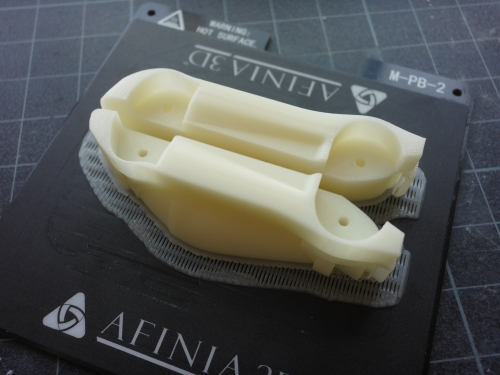
曲面もキレイに造形されています。
垂直に近い角度は割ときれいです。
水平に近い角度になると積層の段差が目立ちます。
車はパーツが大きく広い面で構成されているのできれいです。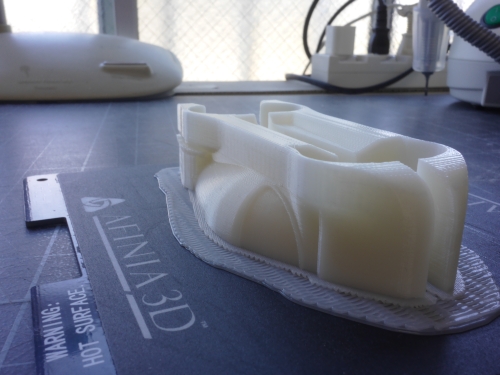


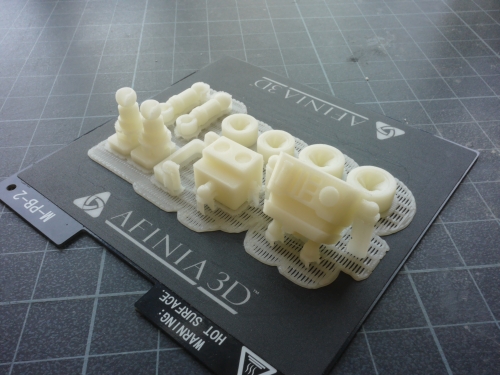
ロボットはパーツが小さく、ディテールも細かいので胸部パーツは45度傾けてプリントしました。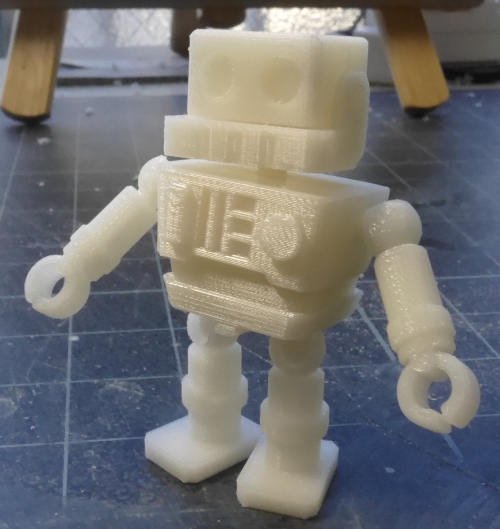
凹ディテールはキレイに造形出来ています。
凸ディテールはエッジ部分のフィラメントがめくれてシャープに造形出来ていない部分があります。
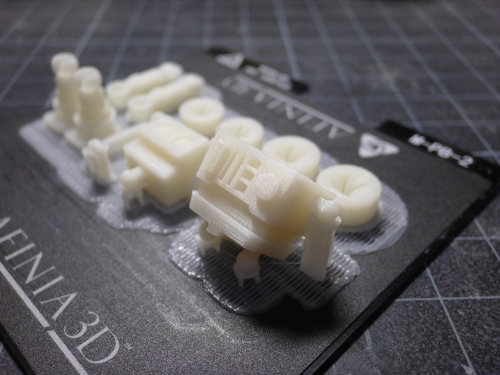
中央のパーツは積層跡がすごいです。小さい円柱のパーツを寝かせているので積層が荒くなるのは仕方ないです。
画像中央の頭部パーツはテーブルに対して水平に配置してあります。
水平面はキレイに造形出来てません。積層の跡が残るのは仕方ないです。
積層の段差が目立つのはフィラメントの性能よりも3Dプリンターの性能による物だと思います。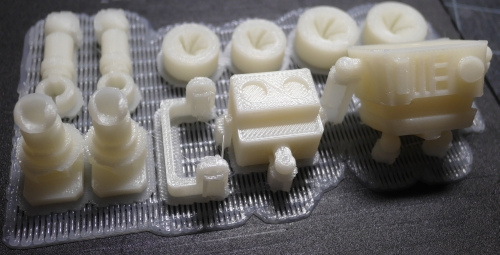
安価なフィラメントでよく起こる現象なのですが、樹脂がノズル周辺に溜まって玉になった物がパーツの表面にブツブツと残る事があります。LCT37Fではこのブツブツ現象が少なく非常にキレイな造形品が出来上がっていると思いました。安価フィラメントではノズルに付着して焦げたフィラメントがプリントされて所々に黒く汚れる事があります。LCT37Fではこの現象もありませんでした。
ラフト、サポート材はとても剥がしやすいです。
ラフトは途中でちぎれる事もなく一気にペラーっと剥がれます。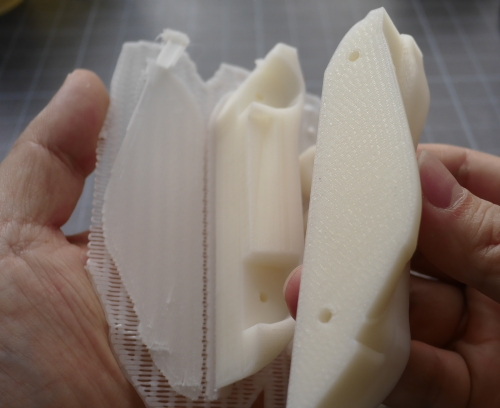
パーツの反りは全くないわけではありません。
カーモデルを半分にカットした物を3Dプリントしました。
出来上がったパーツを合わせてみると、車の前と後ろに少し隙間ができました。
大きい細長いパーツなので全く反らないという事は無いので仕方ない所だと思います。
後加工性
●金ヤスリ
LCT37Fフィラメント、一般PLAを金ヤスリで削ってみました。
LCT37Fフィラメントは削っていて固いと思います。
LCT37Fフィラメントはカリカリ固くて一般PLAよりも力が必要(ちょっとだけですが)だと思います。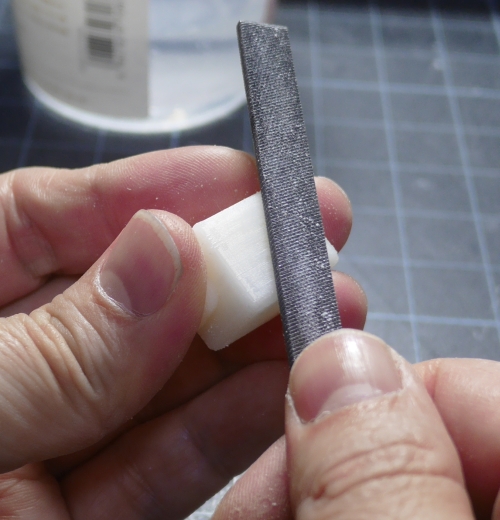
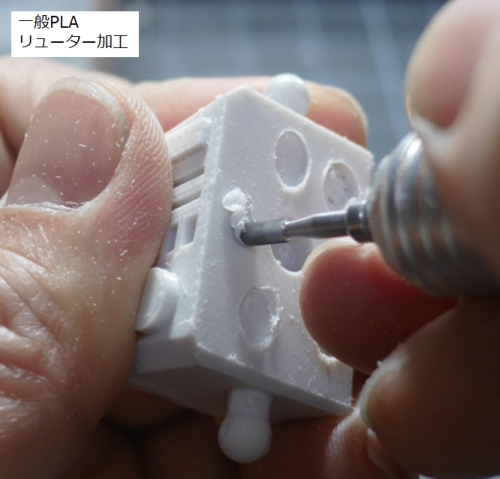
●リューター
リューターを使って削る加工をしてみました。約10000回転毎分で削りました。
ハイスカッター、ダイヤモンドビットの2種類を使用。
LCT37Fフィラメント、一般PLAフィラメントの2つを削ってみましたがあまり違いはわかりませんでした。
削れ具合、削りかすの出方、削りかすの溶け具合にあまり違いが感じられません。
金ヤスリ、紙ヤスリだと削っている感覚が手に伝わってきますが、リューターはモーターの回転で削っているのでモーターには負担がかかっているのかもしれませんが、加工していてあまり違いが感じられませんでした。
●紙ヤスリ320番で磨いてみました。
LCT37Fは一般PLAフィラメントにくらべて、堅くてすべすべしていてなかなか削れないです。表面が平らになるまで磨くのに時間がかかる印象です。車のボディパーツを320番の紙ヤスリで磨いてみました。320番くらいが磨きやすく、積層面を消しやすいです。400番以上のペーパーだとなかなか削れないので、積層の目が無いキレイな面になるまで削るのは大変です。最初に目の粗い紙ヤスリで磨いて積層面を消してから、細かい紙ヤスリで磨いて表目をキレイにするといいと思います。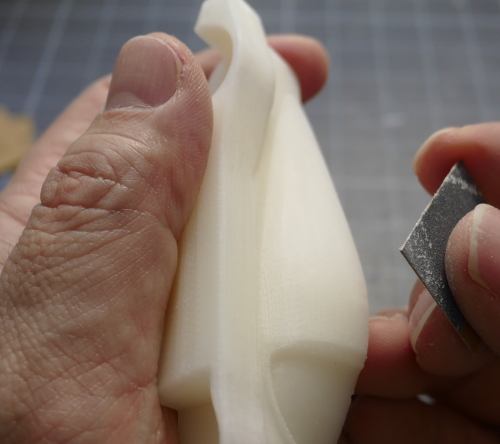
●LCT37Fフィラメントは半透明なのでパーツの細かい形状が確認しにくいと思いました。そこで、模型用の下地処理スプレー サーフェイサーを吹いて確認してみました。前述しましたが垂直な面がきれいにプリント出来ていると思います。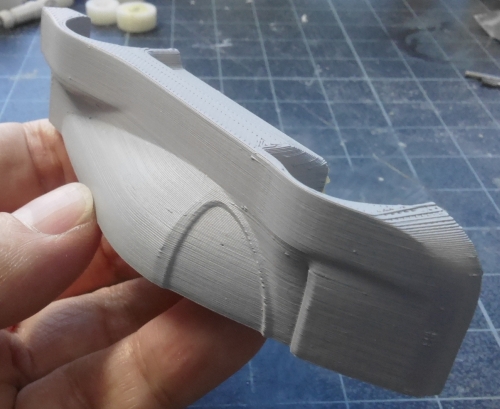

LCT37Fにサーフェイサーを吹いてみて乾燥後に爪でひっかいてみました。ひっかいた部分は塗料に跡がつきますが剥がれることは無いです。(わかりにくいですがひっかいた部分が光って見えます。)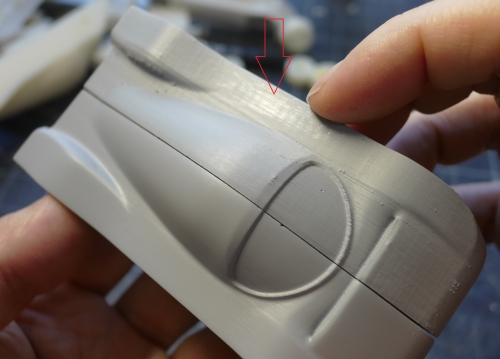
ガムテープを貼り付けて剥がしてみました。こちらも塗膜は剥がれませんでした。プラモデルなどプラスチック製品に塗装したのと同じだと思います。塗装して剥がれることは無いので、3Dプリントした物をプラスチック用スプレーで塗装をして使用するという事ができると思います。
●カーモデルの表面を紙ヤスリ320番で磨く~サーフェイサーを吹く~磨く~吹く
を繰り返して表面をきれいに磨いてみました。
最初にLCT37Fでプリントした物の表面を磨くときは大変ですが、ある程度磨いた後にサーフェイサーを吹いて紙ヤスリで磨く作業になるとLCT37Fの特性は無くなり普通にプラモデルの表面処理をしている感覚になります。画像は紙ヤスリで積層を磨いた後、サーフェイサーを吹く、紙ヤスリで磨くを3回行った物です。平らな面はきれいになりました。曲面で水平に近い面は積層の段差が大きいのでまだ消えていません。
サポートがついていた部分も積層の段差や造形の隙間があって完全に消えていません。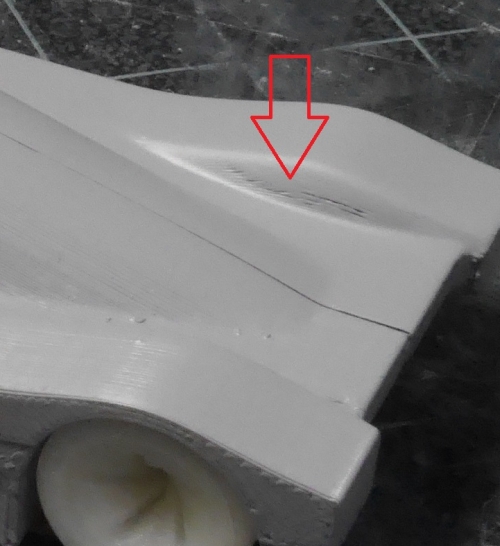
これをきれいに仕上げるにはパテを使って隙間を埋める必要があります。
●LCT37Fフィラメントを使った感想は・・・
・一般的なPLAフィラメントよりも固くてすべすべしていて後加工しにくい。
・塗料はPLAフィラメントに塗った場合と変わらない。
ABS樹脂やスチロール樹脂に塗装した物とあまり変わらないと思いました。
・出来上がった物はとてもきれいなので、磨いて後加工するよりもそのまま使うのに向いている素材だと思います。