Nature3D
PLA樹脂の結晶化 アニール時に起きていること
昔PLA樹脂は研究の対象にしかならなかったマイナーな存在でしたが、3Dプリンタで広く使われるようになり、地球温暖化対策での石油系樹脂代替としてニュースでも取り上げられるようになったことから少しずつ身近な存在になってきました。フィラメントの開発や3Dプリンタの進歩で使いこなしも進んできていますが、まだPLAは造形したままの状態で使うケースが一般的です。PLAはまだ本来の特性を出し切れないまま使われています。PLAは本来結晶性樹脂で、結晶化させることによりさらなる耐熱性アップ、強度アップができる余地を残しています。
3Dプリンタ造形においてPLAを結晶化させるためのアニールにはオーブンが必要であること、PLAを結晶化させる用途でのフィラメントが少ないこともあってかアニールは一般的ではなく、あまり知られていません。ここではPLAをアニールした時に樹脂に何が起きているのか、できるだけわかりやすい言葉で記載してみたいと思います。専門的な現象をわかりやすくするのはとても難しいところで、あまり正確でない表現になっているかもしれませんが、イメージをつかむためだということでご容赦ください。
PLA樹脂の結晶化について理解する
PLAの結晶化を理解するためにはまずいくつか知っておかなければならないことがあります。樹脂には結晶性樹脂と非晶性樹脂という2つがあります。詳細は省きますが、PLAの耐熱性の低さ、もろさは非晶状態になっていることから来ています。結晶状態にしてやると分子同士が密にまとまり、耐熱性が向上し、粘り強くなります。
PLAは結晶性樹脂と非晶性樹脂、どちらに分類されるかというと、結晶性樹脂です。ただPLAは特殊で、溶けた後にかなりゆっくり冷却しないと結晶にならないまま固まってしまいます。そのため結晶性樹脂でありながら、3Dプリント造形後は非晶状態になっています。結晶になりたがっているけれども、時間がないので結晶を作ることができていない状態です。なので十分に時間を与えた上で熱をかけてやれば非晶相から結晶ができて、結晶性樹脂に変化させることができます。一旦結晶化させればよく言われるガラス転移点起因のPLAの耐熱の低さは関係なくなり、融点近くまで軟化せずに耐えることができるようになります。PLAをアニールすると耐熱性が上がるというのはこれが理由です。
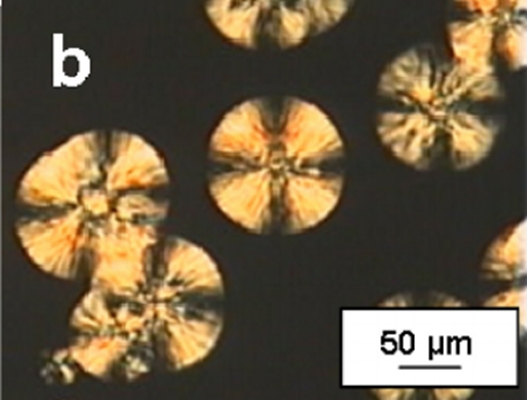
PLA樹脂の結晶 | Polarized optical micrographs recorded during the isothermal crystallization of PLA
一般的にPLAを結晶化させるには2つの方法があります。①溶けた状態を起点としてガラス転移点より少し高い温度で保持する方法(溶融結晶化 : Melt Crystallization)、②常温を起点として、ガラス転移点より少し高い温度で保持する方法(冷結晶化 : Cold Crystallization)です。①は射出成型においてPLAを金型内で結晶化させる方法として使われています。3Dプリンタの場合で使うのは②の方法です。以下②の場合について記載します。
PLAを結晶化させるには具体的にどうすればいいのかというととても簡単で、ガラス転移点と融点の間の温度に加熱してずっと保持してやるだけ。これがよく言われるPLAのアニール処理です。アニール処理の温度はガラス転移点と融点の間なら何度でもいいのですが、温度が高すぎても低すぎても結晶化速度が遅くなり、ものすごく時間がかかってしまいます。結晶化速度は温度に対して最大になる極大点があり、PLAの場合は110℃付近で最も結晶化が早く進むことが知られています。
https://www.tainstruments.com/
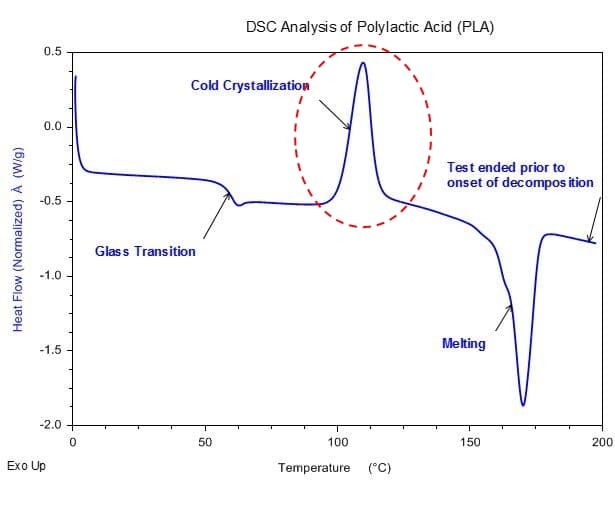
図はPLA樹脂に対してDSCという熱分析を行った時の結果です。常温から一定速度でPLAの温度を上げた時の変化と考えてください。ガラス転移点と融点の間、赤点線部に大きなピークがあります。これがPLAの冷結晶化です。PLAはだいたい110℃付近に結晶化のピークを持つものが多いです。
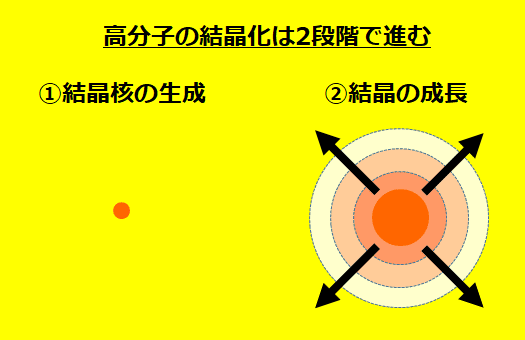
PLA含め、高分子の結晶化は二段階で進みます。PLAをガラス転移点を超えて加熱すると非晶状態にある高分子の鎖が緩んで動き出しますが、まず最初に核という結晶のタネのようなものができます(核生成)。その後、核を中心に結晶が大きくなっていきます(結晶成長)。結晶化は核生成と結晶成長、両方が働かないと進みません。難しいことに、核生成と結晶成長は温度に対してトレードオフの関係があります。アニール温度が低温の場合は核生成は進みますが、結晶成長は進みにくくなります。逆に、高温の場合は結晶成長は進みますが、核生成が進みにくくなります。核生成と結晶成長、どちらも同時に早くすることはできません。両方ともベストとはいきませんが、核生成と結晶成長、両方がほどほどに進む中間くらいの温度が結果としては良好になります。結晶化速度が最も速くなるのはだいたい融点とガラス転移点の中間となることが多く、PLAでは(融点170℃+ガラス転移点50℃)/2=110℃です。これが一般にPLAアニール温度が110℃付近で設定される根拠です。
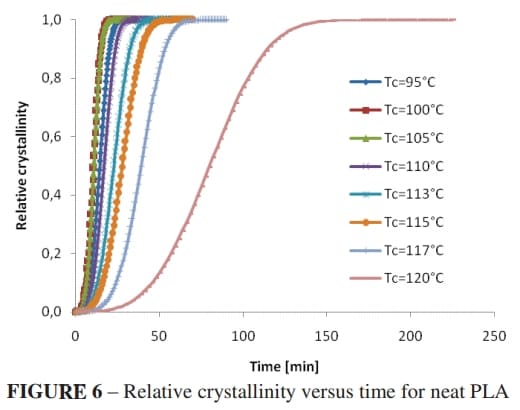
図は温度に対する結晶化の進み方を示したグラフです。95℃~120℃まで温度を変えて結晶化がどれくらいの時間で終了するかを見ています。横軸が時間、縦軸が相対結晶化度です。より短い時間でグラフが立ち上がったほうが結晶化が早く進むということになります。この図では100℃、105℃が最も早く結晶化していることがわかります。

Annealing 3D Printed Plastics: Sous Vide Style - Justin Lam
PLAのアニール温度は110℃付近でないといけないのかというと、そんなことはありません。低めの温度に設定すれば核生成は進みますので、核が多数できることによって加熱時のPLAの軟化を抑えることができ、造形品の熱時の変形を小さくしたうえで結晶化できるメリットがあります。袋に入れたPLA造形品を低めの温度のお湯に浸けてアニールする方法も海外サイトでは紹介されています。ただし結晶成長の速度はとても遅くなるので、何時間も一定温度で加熱し続けなくてはなりません。これがデメリットです。
PLAの結晶化は、結晶化速度だけでなく、結晶化度にも注目する必要があります。これは主にPLA樹脂のD体含有量が関係します。実はPLA樹脂は性質の異なる2種類の乳酸が重合してできています。L-乳酸とD-乳酸です。詳しくはPLA樹脂のL体とD体についてで説明しています。簡単にはD体含有量が低いほど結晶化度が上がります。逆にD体含有量が低ければ結晶化度は下がります。PLAのD体は不純物のように働き、D体含有量が多くなることによってPLA分子の折りたたまれにくくなることによって、結晶化が進みにくくなると考えられています。
D体含有量が高いタイプのPLA樹脂だと結晶化度、結晶化速度ともに低くなるので、急に熱をかけてもすぐに結晶化度は上がりません。結晶化度が低いPLA(=D体含有量が高いPLA)をアニールすると結晶化の進みが遅く、高温の中で軟化したまま長時間保持しなくてはならなくなります。加熱中にひずみが解放されてしまうため、造形品がグニャグニャに変形してしまいます。アニールで大きく反ってしまった写真を見かけることがありますが、おそらくはD体含有量が高いタイプのPLAだと思われます。
PLAフィラメントにおいて、アニールしての使用可否は書かれていないことがほとんどです。実際には使われているPLA樹脂のグレードの違いがありますが、開示がないためアニールでの変形に差が出てくることに対して理解が進まない原因の一つになっています。アニールでの変形についてはフィラーの有無も関係します。詳しくはこちらをお読みください。耐熱PLAと一般PLAの違いは?
◆Nature3Dの耐熱PLAフィラメント
サクサク削れて接着できる140℃耐熱PLAフィラメント LFY3M
ガラス繊維強化PLAフィラメント LFG30(高強度、耐熱160℃)
アニールによって耐熱性を上げることができます。アニール時の熱変形も少なくなっています。興味がありましたらお試しください。