Nature3D
menu
トップページ
フィラメント
樹脂ペレット
解説・コラム
Nature3Dについて
お問い合わせ
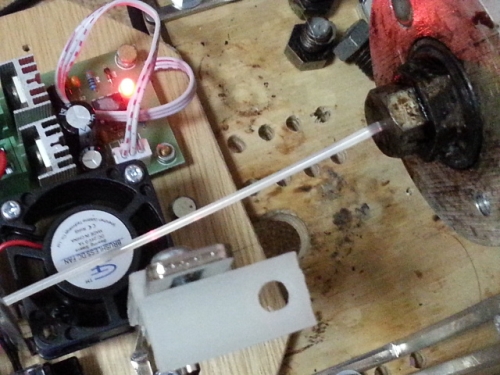
開発・実験
Nature3D
開発・実験