Nature3D
PLA/PBSブレンド樹脂の3Dプリント
コンパウンド検討で物性面からはPLA/PBSはPLAより改善効果があることがわかったので、実際にPLA/PBSペレットをフィラメントに引いて、3Dプリントしてみることにしました。
PLA/PBS フィラメント加工
PLA/PBSペレットを押出機に投入してフィラメントに加工します。
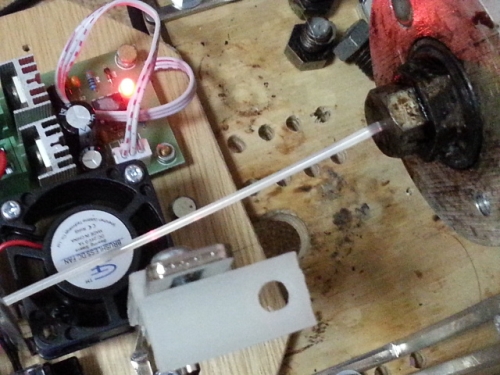
フィラメント加工中のノズル付近の様子。テストで押し出してみて一番最初に気づいたのはダイスウェルで、ノズル径より製品径が太くなってしまいます。PLAにはあまり見られない現象です。最初何が起きているのかわかりませんでした。PBSが結晶性樹脂のためひずみの開放が大きく、ダイスウェルが大きくなっているようです。そのため、フィラメント径の合わせこみ、径のバラツキ抑制がとても難しいです。温度をギリギリまで落とさないとバラツキが大きくなりすぎてモノになりません。温度と押出速度だけでは合わせこみができませんでした。いろいろ検討したのですが、冷却を強化しないとうまくいかず、DCファンを押出部出口に設置しました。
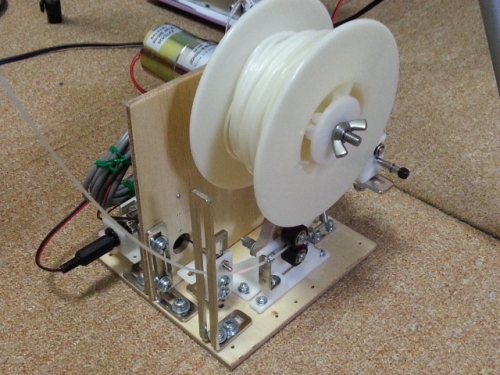
フィラメント巻き取りの様子。フィラメント径φ1.68~1.82mm。市販品のレベルには及びませんが、何とかとりあえず3Dプリンタの吐出に支障のないレベルに追い込みました。外観も、美観を求めなければそれなりに使える範囲だと思います。今回は約300gのPLA/PBSフィラメントを確保しました。
PLA/PBS 3Dプリント
作ったPLA/PBSフィラメントでカエルを造形しました。0.2mmピッチ、200℃、ベッド加熱なし、BS01にて。

造形中。ベッド定着良好です。
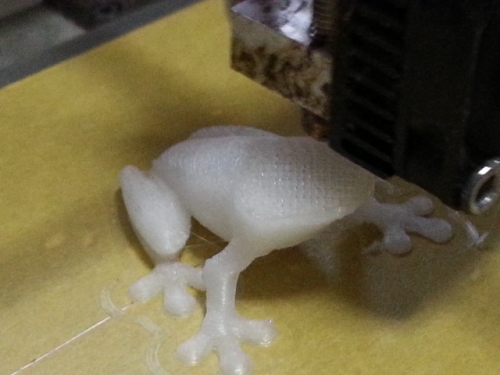
オーバーハング部もトラブルなし。

造形直後。若干糸が見えますが、数本レベルで糸だらけという感じではありません。目立つダマはありませんでした。

完成品。今回はフィラメント径が若干暴れているので何とも言えませんが、まあまあきれいなほうかなという気がします。造形品はPLAよりやや光沢があり、手触りがつるつるしています。

カエル裏面。オーバーハングがきつい腹回りの部分が若干ダレで荒れている感じ。吐出温度を下げてオーバーハング部の冷却をもう少し強化すると
おそらくさらに良くなると思われます。この後のテストで180℃で吐出テストしましたが、安定して吐出できることがわかりました。
造形品の結晶化
造形品を結晶化させました。家庭用オーブンレンジにて100℃ x 20分加熱。

結晶化アニール中。レンジに造形品を投入して加熱。薄物でなければそんなに反りません。

アニール結晶化後。
LXP1と異なり、造形時にすでに白いのであまり外観的に大きな変化はありませんが、若干白さが増します。造形直後でも強度がありますが、結晶化後は少し曲げてもバネっぽさがあり、さらに強靭な感じになります。
PLA/PBSでテストしましたが、3Dプリント、アニールは大きな問題なくクリアでき、高強度PLAとして成り立ちそうな感触を得ました。
今回は射出成形用の樹脂を使ったため、若干溶融粘度が低めです。結果、フィラメント加工で径のバラツキが大きくなってしまったので次回は粘度高めのものを使えばさらに品質改善ができるかと思います。