Nature3D
造形品内部に欠陥はどれくらいできている?
3Dプリンタ造形でボイド(欠陥)がどれだけ含まれるかは、条件付きであれば簡単に算出することができます。ビード形状が幾何学的に単純な長方形と円弧で成り立っていて、造形条件などは考慮しないという前提です。実際には造形条件でビード形状は影響を受けますが、それは無視します。あくまで大まかな値です。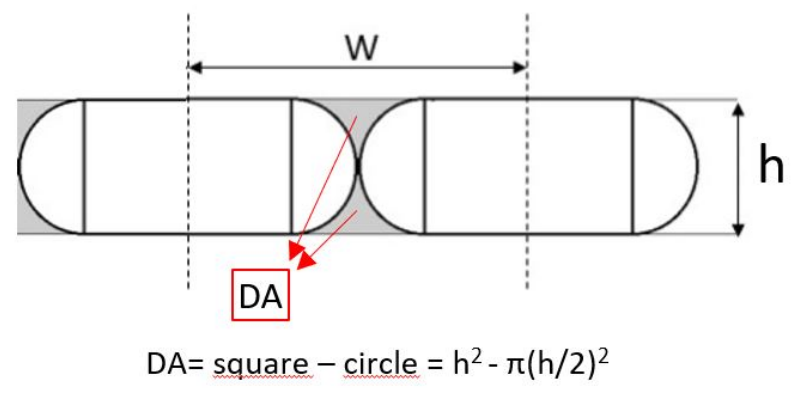
FDM 3D Printing Parameters Optimization:The Key Role of Line Width
上図のDAで示される部分がボイドです。wはビード幅、hは積層ピッチです。造形品が十分に大きく、同じ方向にインフィル100%で埋められているとした場合には、上図のセットが整然と並ぶため、造形品内部にボイドが占める比率は下記のようになります。
ボイド比率 = ((h^2-π(h/2)^2) / (w*h)) * 100
造形品内部のボイド比率計算
| ビード幅 w | mm |
|---|---|
| 積層ピッチ h | mm |
| 造形品内部のボイド比率 | % |
|---|
値を入力してボイド比率を計算できます。h/wが0.5を超える場合は定着不安定となるため、結果は算出されません。
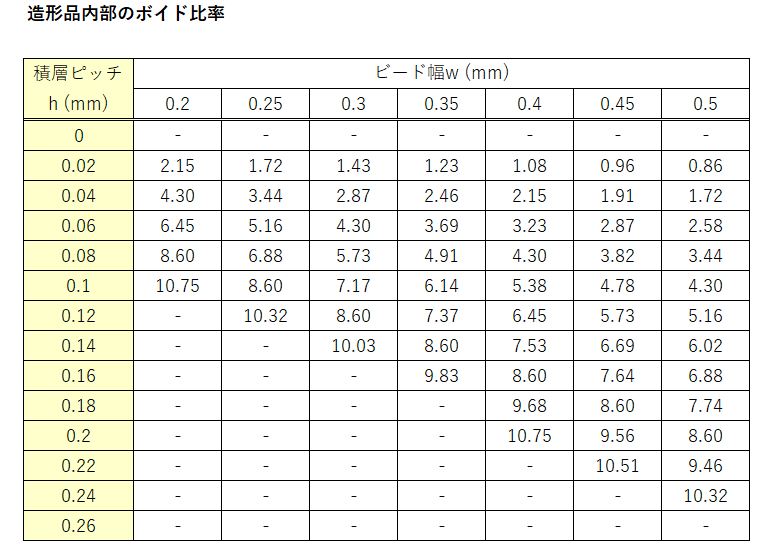
各ビード幅に対してボイド比率を計算すると上のようになります。h/wが0.5を超える場合は定着不安定となるため、値は書いてありません。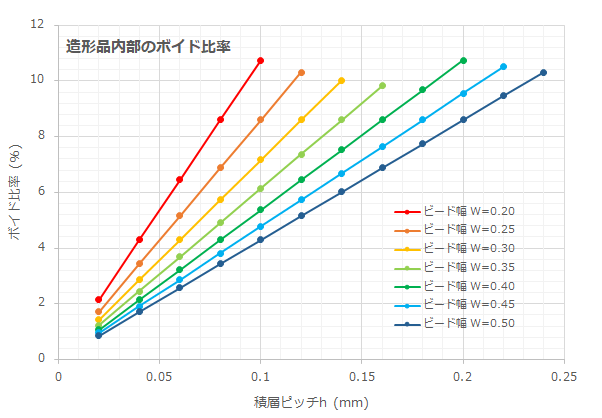
横軸に積層ピッチ、縦軸にボイド比率をとって各種のビード幅に対してプロットしたのが上の結果です。積層ピッチが小さいほどボイド比率は小さくなっていることがわかります。これは積層ピッチと造形品強度の関係でご紹介したのと同じです。同じ積層ピッチでもノズル径を大きくした方がボイドの占める割合は小さくなります。上記の一連の結果は正確なものではありません。十分に造形品が大きく100%インフィルとした場合の大まかな傾向だということに注意してください。