Nature3D
ホットエンドでフィラメント樹脂もれが起きる理由
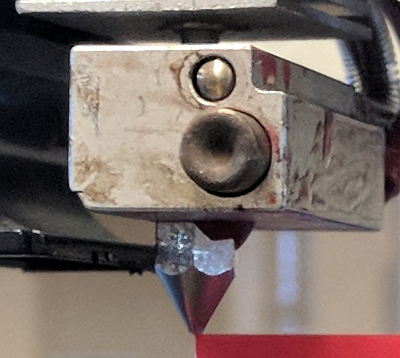
FDMの3Dプリンタを動かしていてこんな感じにフィラメントの樹脂がもれたことはないでしょうか?ホットエンドでフィラメント樹脂がもれる理由を考えてみたいと思います。
理由1 : ヒートブロックのゆるみ、組み立て不良
単純ですが、ヒートブロックがどこかで緩んでいる可能性があります。十分締め付けていたつもりでも、プリント中の動きや振動、段差に乗り上げたときなどの衝撃などでしだいに緩んでくることが考えられます。
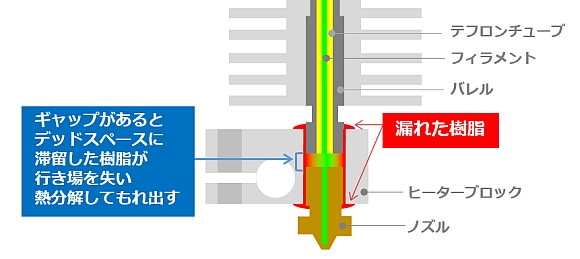
クリーニング時、交換時には下のようにギャップができないように気を付ける必要があります。ギャップがあると樹脂がデッドスペースに入り込むため行き場を失い熱分解してしまうため、きつめに締めていても次第に劣化した黒い樹脂がしみだしてきます。バレルやノズル先端に異物が付着した状態で締めこんでも同じことが起きてしまうため注意が必要です。
また、ヤケドしないように冷えた状態や低温の状態で組み立てを行うことがありますが、このやり方の場合は加熱状態にすると熱膨張で緩む可能性があります。最後に加熱状態で増し締めを行った方が無難です。
理由2 : フィラメントが吸水している
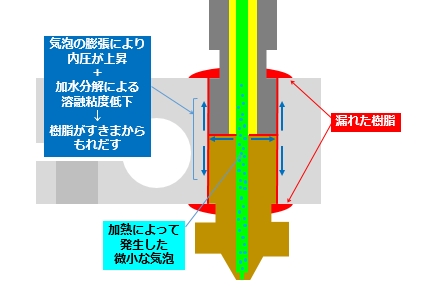
いくら締めこんでもどうしても樹脂がもれてくる場合は、フィラメントの吸水が原因である可能性もあります。吸水した樹脂を溶融すると取り込んでいる水分がガス化し微小な気泡となります。気泡はバレルやノズルの内圧を上げることになります。それに加え、PLAの場合は吸水状態での溶融により加水分解が起き、溶融粘度が低下してしまいます。フィラメントが吸水していると内圧上昇と溶融粘度低下が同時に発生してしまい、わずかなすきまからでも漏れが発生しやすくなります。いくらネジを締めても漏れが止まらない場合はフィラメントの乾燥で改善することがあります。