Nature3D
樹脂はい上がりによる3Dプリンタの詰まり
3Dプリンタでは樹脂がヒートブレイクを超えて出てくると、冷却ができなくなって詰まりになります。この樹脂がはい上がるモードの詰まりはどうやって起こるのでしょうか?先にご紹介した「3Dプリンタでのノズル内壁とフィラメントのギャップの埋まり方」の論文ではこの点にも触れています。
この論文ではバレル内のギャップ充填の状態をOver-filled, Partially-filled, Cloggingの三種類に分けています。以下は温度一定でフィラメント送り速度を買えた時の結果です。最後のCの位置が異なっていることに着目してください。
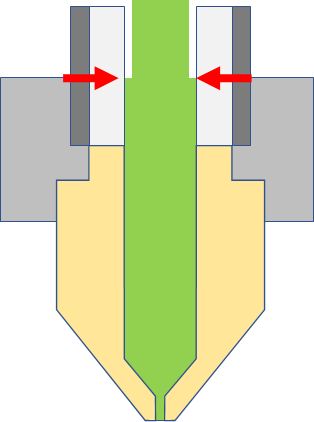
Over-filledの例 (PLA, フィラメント送り速度 0.5mm/s)
ギャップ充填レベルがヒートブレイクギリギリの位置にある状態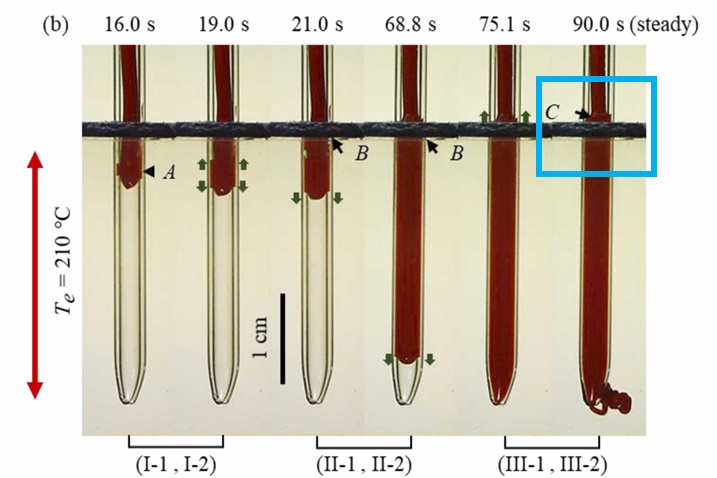
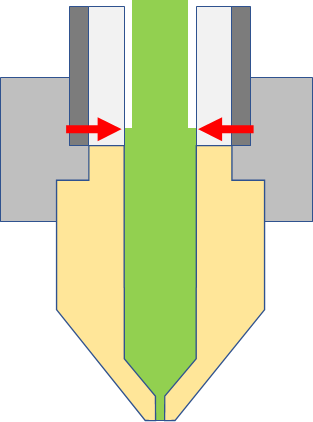
Partially-filledの例 (PLA, フィラメント送り速度 1.5mm/s)
ギャップ充填レベルがヒートブレイクより下にある状態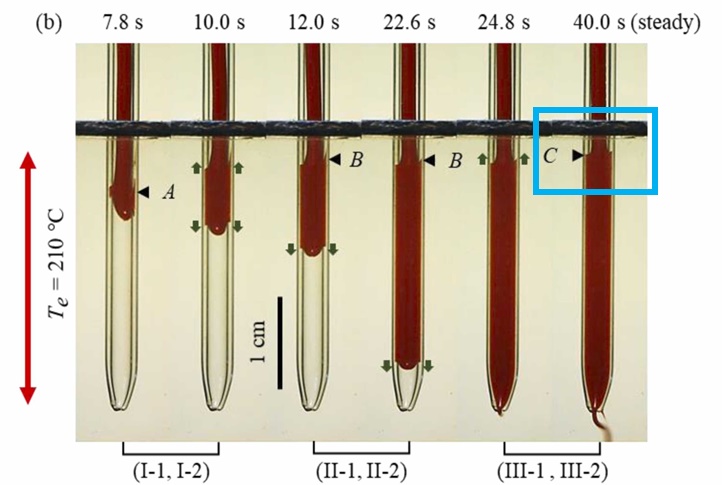
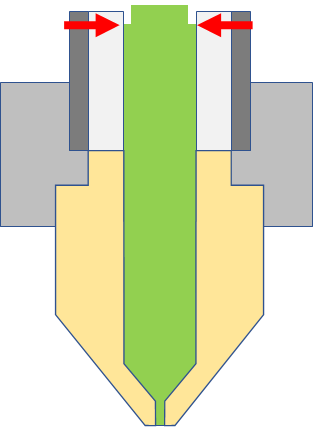
Cloggingの例 (PLA, フィラメント送り速度 3mm/s)
ギャップ充填レベルがヒートブレイクより上にある状態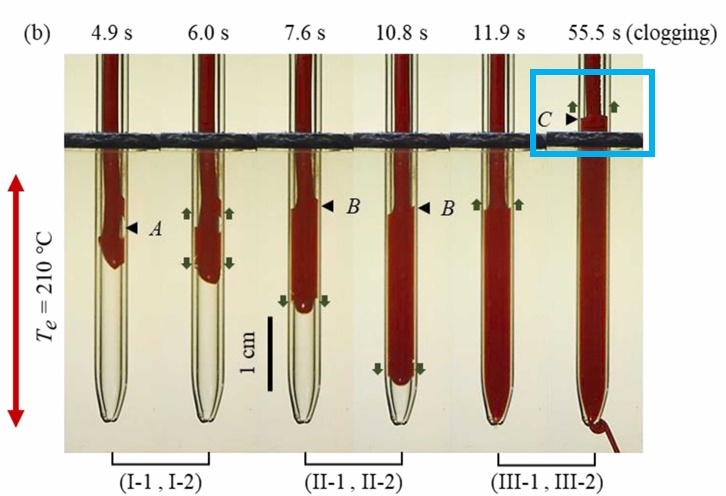
ABSとPLAを3つの領域に分類した結果
温度を横軸、フィラメント送り速度を縦軸にとり、3つの領域に分類した結果です。あくまでガラスチューブを使った実験環境での結果のため、数値そのものではなく傾向としてとらえてください。(a)がABS、(b)がPLAです。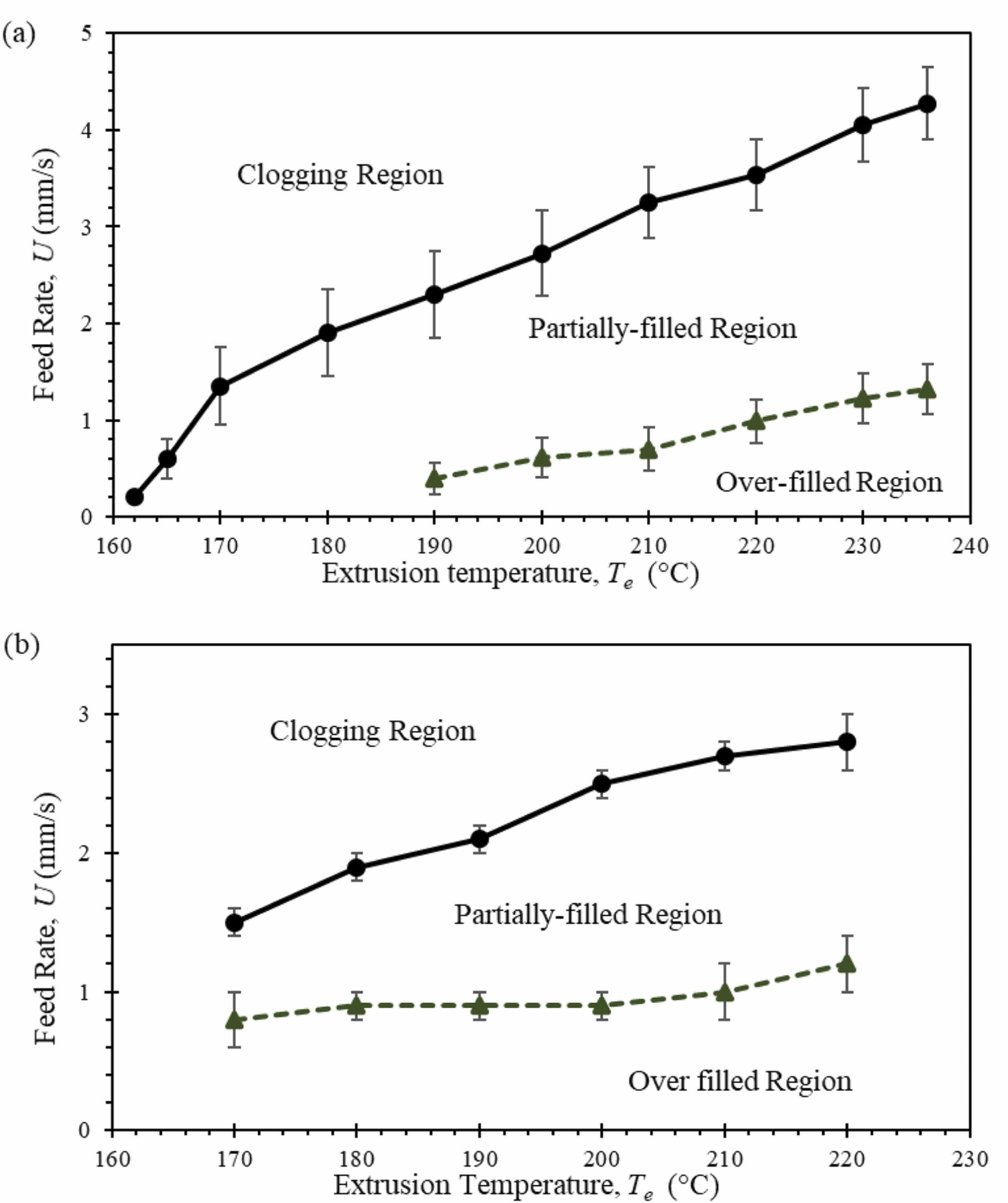
樹脂が安定して押し出せるのは、Over-filled RegionとPartially-filled Regionです。Clogging Regionは詰まりになって押し出せなくなってしまいます。以下各領域の説明です。
Over-filled Region
 |
フィラメントの送り速度が遅いため、樹脂はホットエンドに入った直後に溶融し、ギャップ充填は入口近くから始まります。ノズル先端からヒートブレイクまで樹脂が満たされていて、ギャップ充填レベルはヒートブレイクギリギリの位置で安定します。ギリギリで危ないようにも思えますが、フィラメント送速度が遅いためヒートブレイクより上での冷却が十分効いており、樹脂のはいあがりは起きない状態です。ギャップ充填レベル上限付近の樹脂溶融粘度はかなり高くなっています。高粘度の樹脂が覆っているために入口付近で大きなせん断応力がかかり、樹脂の吐出が可能になっています。 |
Partially-filled Region
 |
フィラメントの送り速度が比較的早いため、フィラメントの溶融はホットエンド入口から離れた点から始まります。ギャップ充填レベルは上昇するものの、最終的にはヒートブレイクより少し下の位置で安定します。ギャップ充填レベル上限の樹脂溶融粘度はOver-filled Regionと比べ低いですが、フィラメント送り速度が速いためせん断がかかります。トータルで見ると十分なせん断応力を生むことができ、樹脂吐出が可能になります。論文によると実際のプリントではこの領域が好ましいと書かれています。 |
Clogging Region
 |
フィラメント送り速度が速すぎる領域です。速度が速い分、フィラメントのソリッドコアが大きい力でノズル先端に押し付けられるため、固液界面付近の樹脂が押しのけられ、ギャップ部の溶融樹脂が大きくはい上がろうとします。樹脂がヒートブレイクより上に到達するとフィラメントは軟化し、押し棒として機能しなくなるため詰まりになります。フィラメント送り速度を大きくする場合はClogging Regionに入らないようにするため、ホットエンド上部の冷却を強化する必要があると考えられます。 |