Nature3D
3Dプリンタでのノズル内壁とフィラメントのギャップの埋まり方
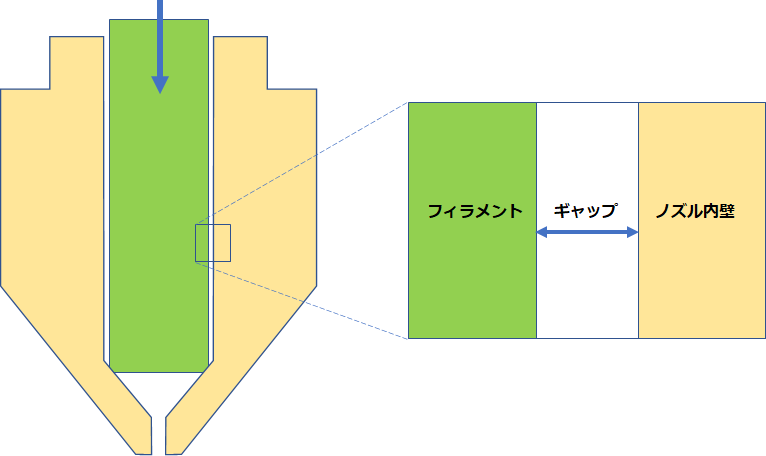
3Dプリンタではノズルやバレルとフィラメントの間にはギャップがあります。ギャップの大きさは1.75mmのフィラメントで約0.2mm程度です。このギャップはフィラメントの搬送を容易にする役割をしています。ギャップがあるためにスプールからホットエンドまでのフィラメント送り出しがスムーズにできるわけですが、そのままだとフィラメントを送り込んでも圧力がかからず、樹脂はノズルから出てきません。実際にはフィラメントがノズル内部で溶け、最終的にギャップは溶融樹脂で満たされます。このギャップ部がシールの役割をして圧力がかかることで樹脂が吐出できると考えられています。
このギャップを埋めている樹脂は、一部は逆流してヒートブレイク付近で冷やされ、再度フィラメントに引き込まれることで常に循環しています。滞留しているところに熱がかかり続けるため、この部分の樹脂は熱劣化によるノズル内の焦げ付きなど問題を起こすこととがありますが、樹脂を押し出すためには不可欠な要素でもあります。
内部で樹脂がどのように溶融して押し出されるか?というのはとても興味があるところですが、ノズルやバレルは金属のために内部を直接見ることはできません。ですが、ガラスのチューブを使って実際にどういう動きをしているか、その場観察した実験結果があります。
In-situ observation of the extrusion processes of Acrylonitrile Butadiene Styrene and Polylactic Acid for material extrusion additive manufacturing
この論文ではギャップは図のように3段階で埋められるとまとめられています。
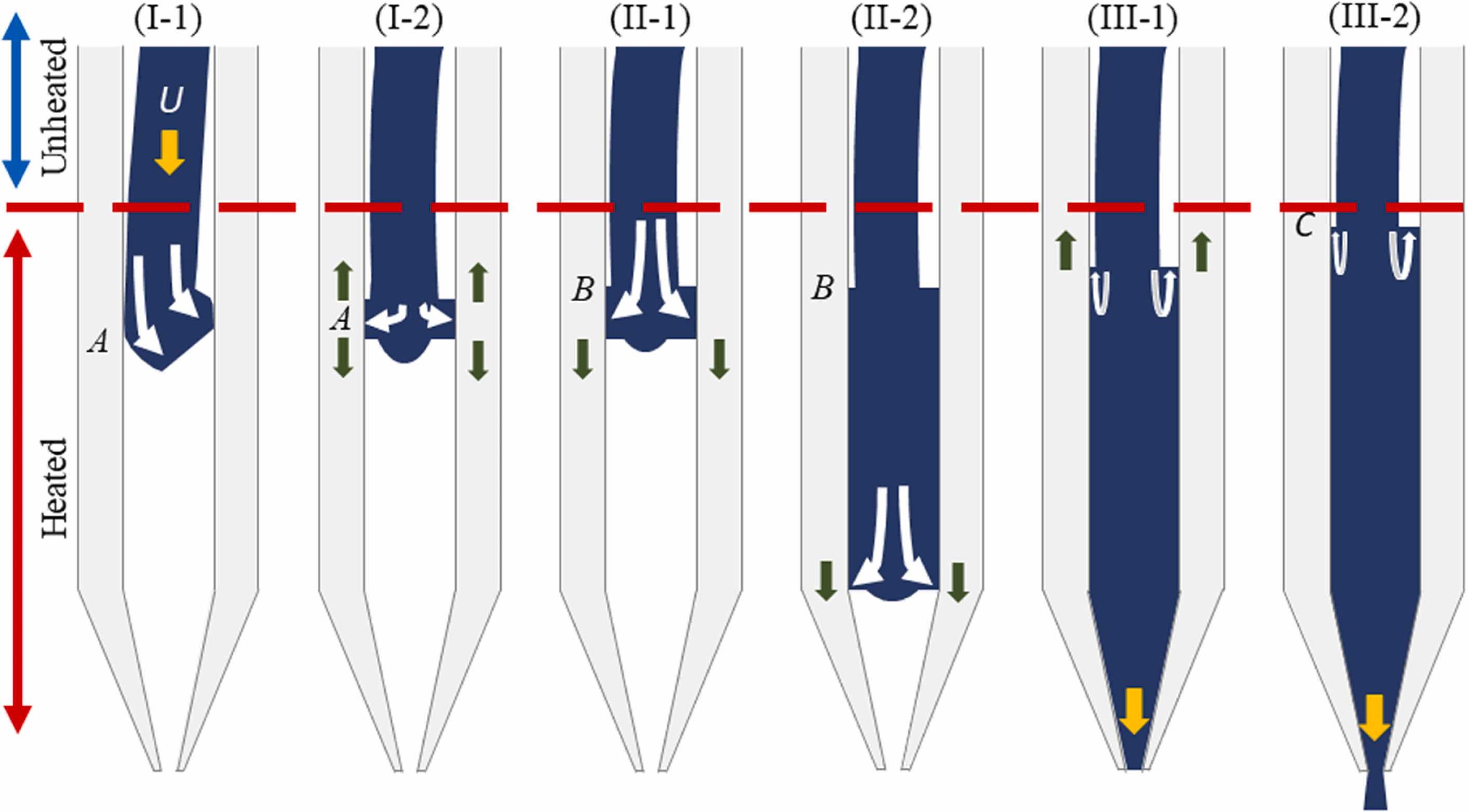
1段階目
フィラメントはスプールに巻かれているため、弓なりの形状でホットエンドに入ります。そのためバレルの壁面にフィラメント部分的に接触し、そこから溶融が始まります(I-1)。溶融するのは最初は点ですが、熱伝導でフィラメントが加熱され、次第に全体が溶融します。Aから始まって内壁に沿って上向きと下向きの両方に広がり、次第にギャップを埋めていきます(I-2)。
2段階目
ギャップ部の溶融樹脂は内壁に沿って広がるとともに、フィラメントは固体の状態で溶融樹脂を押しのけながら送り込まれていきます。フィラメントが送られるに伴いギャップの充填量も増えるため、充填の上端はBの位置に上がります(II-1, II-2)。
3段階目
やがてフィラメントはノズルの円錐部分に到達します。円錐部分でフィラメントは絞られることになるためさらに大きな抵抗を受けます。この抵抗に打ち勝ってフィラメントを送り出そうとするため、フィラメントにはより大きな力がかかります。この力によってフィラメント先端の固体と液体の境界部分にある樹脂が押しのけられ、ギャップ充填レベルはさらに上がって最終的にCの位置で落ち着くことになります(III-1、III-2)。
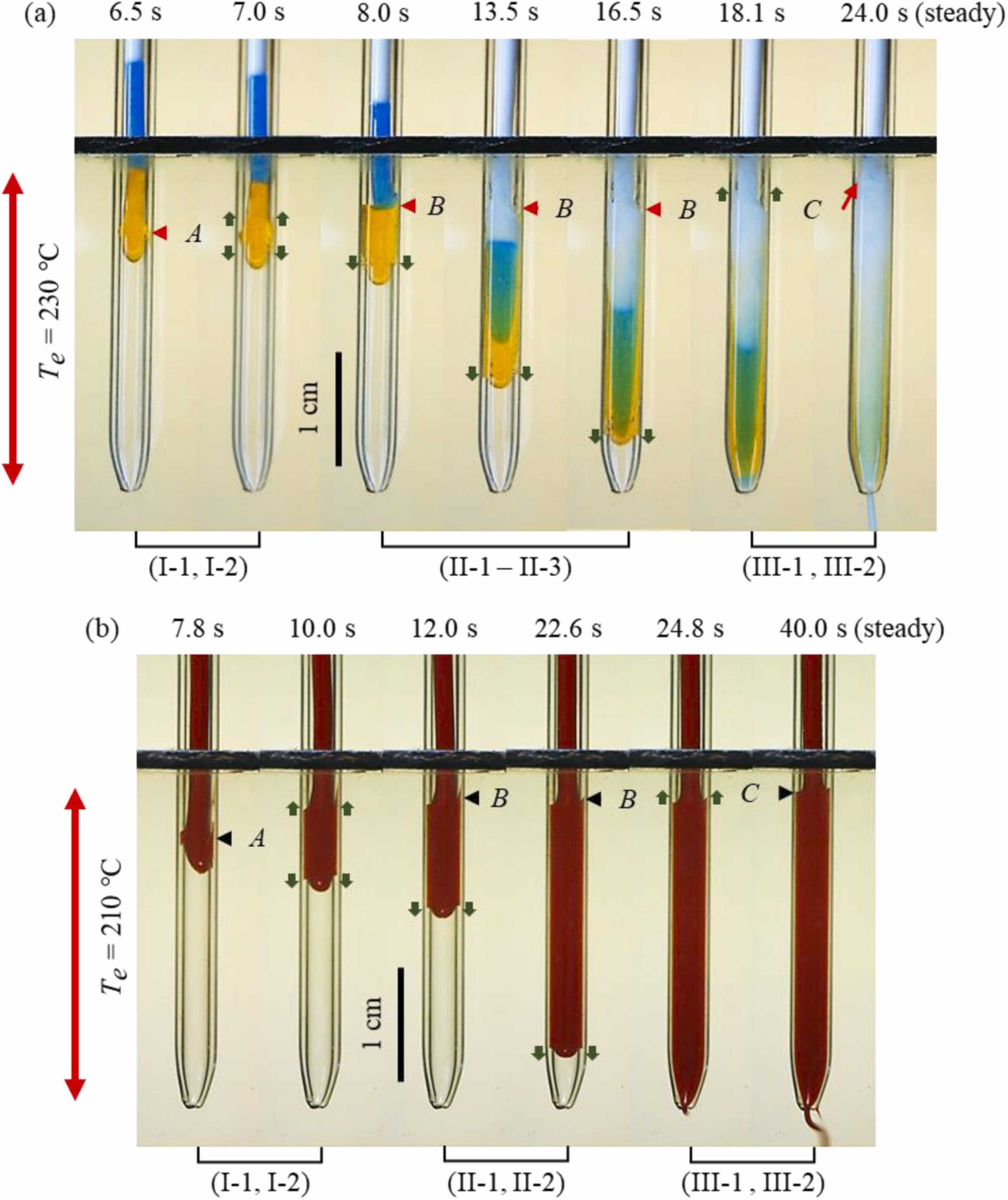
下が実際の写真です。(a)が色違いをつないだABS、温度230℃、送り速度2.5mm/s、(b)が一本モノのPLA、温度210℃、送り速度1.5mm/sです。特に(a)は興味深い結果です。先に入ったはずの黄色のフィラメントはギャップ部分を埋めることに使われ、後に入れた青と白が混ざって微妙に青みがかった白色としてノズルから吐出されています。送り込んだ分のフィラメントはトコロテンのようにそのまま出てくるわけではないということがわかります。
(a)のABSを押し出したときの動画
(b)のPLAを押し出したときの動画
この文献から、ギャップ充填レベルはフィラメントの巻きグセで変わる可能性が考えられそうです。ギャップ充填レベルが変わるということは、フィラメントを押し引きした際の樹脂吐出の挙動が変わるということにつながります。スプールの巻外と巻芯では造形の挙動が変わる可能性があるということは頭に入れておくとよいかもしれません。フィラメントの曲率が小さくならないように道中をうまくガイドすることも対策の一つになりそうです。