Nature3D
3Dプリンタで起きる糸引きについて考える
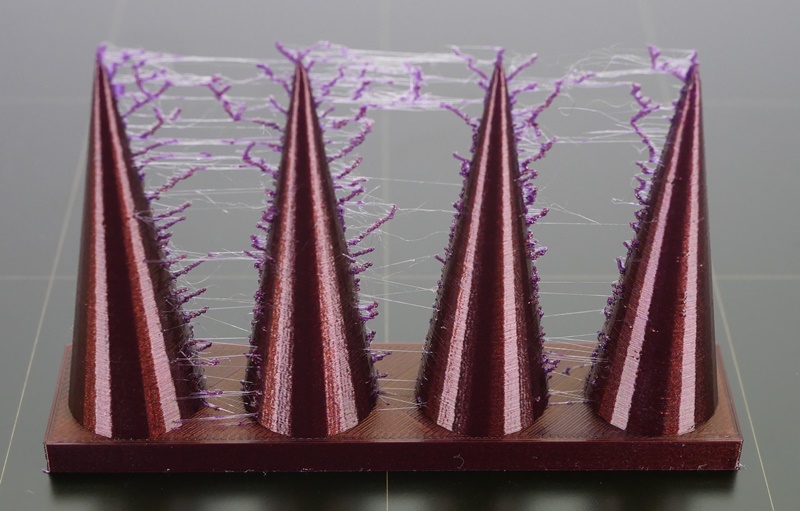
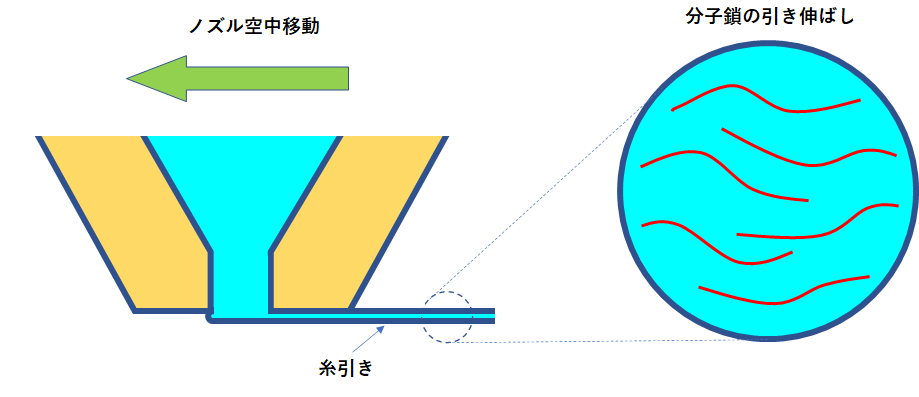
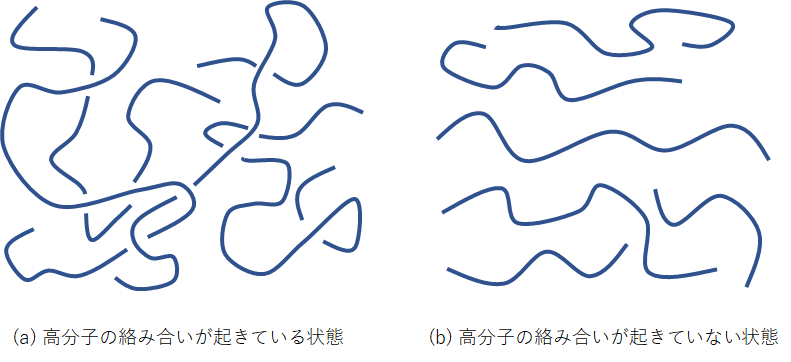
3Dプリンタで飛び石の造形を行うとき、糸引きがしばしば問題になります。糸引きのメカニズムについてはっきり書かれている文献はなかなか見つかりませんが、原理から考えるとおそらく高分子鎖の絡み合いに関係するものと思われます。ノズル先端に付着した樹脂は空中を移動することにより引き伸ばされますが、こうなると高分子鎖どうしの絡み合いが少なくなります。絡み合いが少なくなると伸長粘度低下を起こし、伸長粘度低下によってさらに引き伸ばしが起きるというサイクルになります。引っ張れば引っ張るほど細く伸びてしまうということです。これが造形時の糸引きになっていると推定されます。
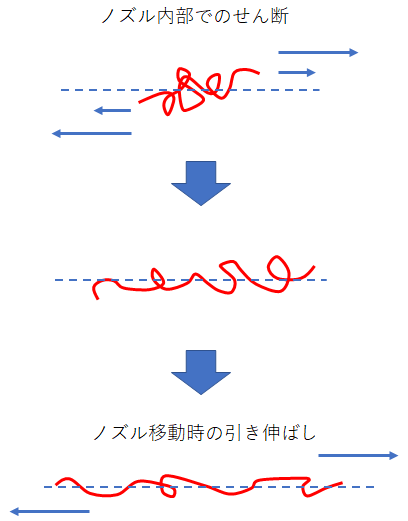
3Dプリンタは細い穴から樹脂を吐出する関係で、せん断からくる分子配向が起きやすい加工法です。ノズルから出てきた時点で分子配向がある程度進んでおり、もともと糸引きが起きやすい状態になっていると考えられます。
糸引きの対策は、高分子鎖ができるだけ絡まっている状態で、すばやく引いて切ってしまうということが考えられます。具体的には飛び石動作の際のノズル移動速度をできるだけ上げるのが好ましいです。若干話がそれますが、納豆の糸引きをどう切るかというと、できるだけ糸を絡めておいて、すばやく箸を動かして切ることが多いと思います。3Dプリンタもこれと同じです。
他にできる糸引き対策としてはリトラクションがあります。ただ、リトラクションはあくまで固体部分のフィラメントを引き戻しているだけです。ノズル内部の圧力を逃がすことでのダレは防げますが、ノズル先端にすでに出ている分の樹脂については効果が見込めないことは知っておく必要があります(3Dプリンタのリトラクションと糸引き)。
もう一つ、飛び石動作に移る動作の手前でフィラメント送りを止めてしまうコースティングという機能もスライサーにはあります(Cura Coasting Settings: Simply Explained)。あらかじめ吐出を止めておくことでダレを防ぎ、ノズル内の圧力を緩和するというもので、これもリトラクションに似た考え方です。
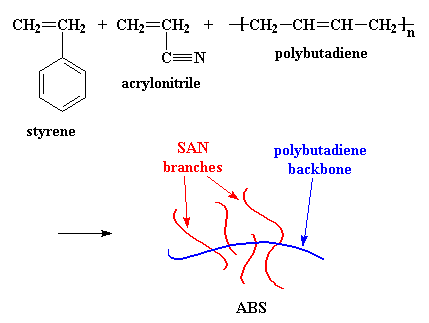
糸引きのしやすさは樹脂の種類にもよります。ABSは比較的糸引きが起きにくいようです。ABSは高分子鎖中に長いグラフト鎖を持っています。高分子鎖中に分岐が多かったり、長い側鎖がぶら下がっていると高分子鎖の絡み合いが増えるために歪み硬化が起きると考えられています。これは3Dプリンタでの糸切れが良好であることにつながっている可能性があります。
https://pslc.ws/macrog/pan.htm
他にも、フィラメントが吸水していると糸引きは増える傾向があります。これは樹脂中に水が取り込まれていた場合、水が可塑剤として機能し、溶融粘度が低下するためだと考えられます。水は分子と分子の間に入り込んで分子間距離を広げるため、高分子鎖の絡み合いを減らしてしまうことが知られています。PLAやPETGの場合は可塑化だけでなく加水分解も起きるため、より影響は大きくなります。加水分解が発生すると、高分子鎖の切断が起きて鎖の長さが短くなってしまうため、これも高分子鎖の絡み合いを減らしてしまう要因になると考えられます。条件だけで調整できない場合はフィラメント乾燥を強化するのも一つの手です。