Nature3D
3Dプリンタのノズル詰まり 考えられる3つのメカニズム
3Dプリンタにおいてノズル詰まりは大敵です。造形初期ならやり直しができますが、長時間造形の途中で詰まってしまうといくら途中の出来が良くても台無しになってしまいます。何としても造形においては避けたい症状です。ノズル詰まりは様々な要因で発生しますが、フィラメントから考えられるメカニズムを3つ上げてみます。
ノズル詰まり メカニズムその1 : 滞留樹脂の炭化
FDM式の3Dプリンタはフィラメントを押し込んだらトコロテンのような感じで残らず出てくるような印象がありますが、実はそうではありません。ホットエンドに押し込まれ、溶融した樹脂はノズル壁面に対して速度分布を持ちながら流動します。ノズル中心が最も速度が速く、ノズル壁面では流速がほぼゼロになります。
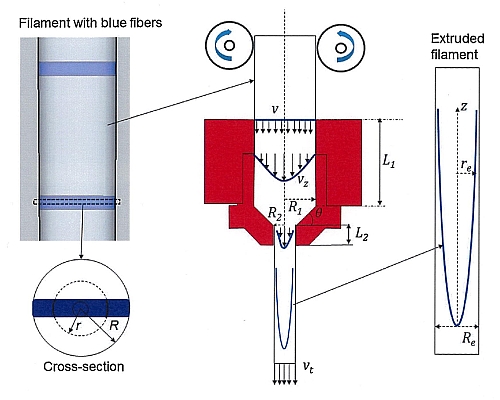
3Dプリンタ ノズル内の流速分布模式図
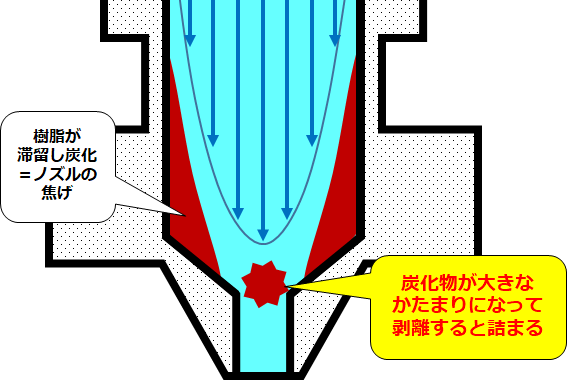
ノズル壁面付近の樹脂はいくら押し込んでもなかなか動かないため、次第にノズル付近で滞留を起こします。滞留した樹脂は溶融状態で長時間加熱されることで熱分解を起こし、黒く変色して炭化します。これがよく言われるノズルの「焦げ」です。樹脂の炭化がすすむと流動性がなくなり、最終的には樹脂としての特性を失います。こうなると熱をかけても柔らかくなりません。炭化した樹脂は普段はノズル壁面に強く固着していますが、何かの拍子に取れることがあり、かたまりになって剥がれ落ちます。
3Dプリント造形品のファーストレイヤーに黒いツブツブが付着していることはないでしょうか。これが炭化異物の破片です。ファーストレイヤーはベッドとのクリアランスを詰めて造形することが多く、吐出圧が高くなりやすい傾向があります。吐出圧が高いと樹脂の流速分布が変化し、ノズルの壁面近くまで樹脂が流れるようになるため、壁面付近の異物が流れ出やすくなります。異物が細かい破片である場合は時間がかかるもののいずれ吐出されますが、ノズル穴径よりも大きなかたまりになって脱落すると、流路を完全にふさいでしまうため詰まりになります。
樹脂の滞留はFDM式3Dプリンタの原理上、完全に防ぐことはできません。定期的にノズルをクリーニングもしくは交換する、ノズル温度を低めにすることでできるだけ壁面付近まで樹脂が流れるような流速分布を作る、などが対策となります。炭化物は一旦できると強力に固着してしまうため、面倒でもまめにメンテを行い、炭化物が固着する前に除去することが重要です。
コールドプルと呼ばれるノズル清掃の方法があります。フィラメントにごっそり黒いものがついてくることがありますが、これがノズル周囲の壁面に張り付いている炭化物です。

コールドプルでとれたノズルの炭化物 : rigid.ink
少し脱線しますが、同様にノズルやホットエンド周辺が黒く炭化したり、汚れでべたべたになるのも似た理由で、滞留樹脂が行き場を失って外に漏れだしたり、滞留樹脂から出るガス成分が少しずつ堆積していつの間にか真っ黒になっていることが多いです。
ノズル詰まり メカニズムその2 : 樹脂吸水によるノズル内圧上昇
『PLAフィラメントが吸水すると造形品にどんな影響が出る?』でもご説明した通りです。フィラメントが吸水していると、ノズルやバレルで樹脂が溶融する際に含まれている水分が水蒸気ガスになって膨張します。これがノズルの内圧を上昇させてしまうというものです。この内圧でフィラメントが押し返されるため、吐出にその分余計な力が必要になります。
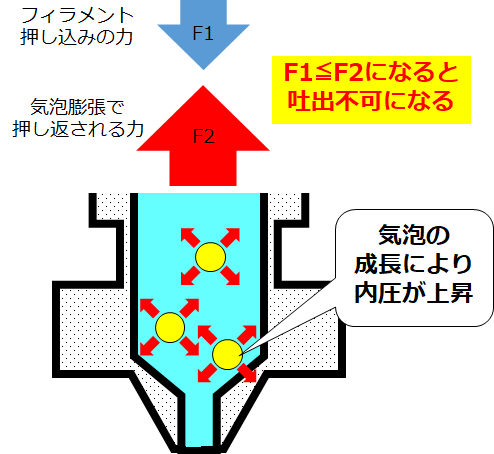
吸水の程度が低ければ、フィラメントを押し込む力F1が気泡膨張で押し返される力F2より大きくなるため、F1>F2である間はなんとか吐出できますが、吸水が進んで水分の膨張度合いが大きくなり、エクストルーダーモーターの限界を超えてF1≦F2になってしまうと、フィラメントを送り出せなくなって詰まりになります。対策としてはフィラメントを乾燥するか、吸水性の低い樹脂を使うなどがあります。
上の図は吸水だけの影響に絞って簡単に描いていますが、実際はノズル径、ノズル内面仕上げ状態、吐出クリアランスなどによる抵抗もあり、実際にはもっと複雑な力が働いていると考えられます。吸水による詰まりはファーストレイヤーなどで顕著になることがあります。ファーストレイヤーはベッド密着を上げるためにクリアランスをギリギリに詰め、低速で吐出することがありますが、気泡がよりノズル内で長時間にわたってとどまり続け、クリアランスが狭いためノズル穴からも気泡が抜けにくいなど悪条件がそろってしまい、より吐出に力が要る傾向となるためです。これを解消するための一つの手法がラフトということになります。
ノズル詰まり メカニズムその3 : 異物の持ち込み
フィラメントに付着した異物がホットエンドまで持ち込まれることがあります。扱っている上であまり感じないのですが、フィラメントやスプールはプラスチックのため、巻きだされるときに擦れて帯電し、周囲のゴミ、化学繊維、ホコリなどを吸い寄せてしまうことがあります。サイズが小さいときはそのまま吐出されることもありますが、運悪く大きい異物を拾ってしまうと詰まりになります。
異物がプラスチックの場合はノズル内部で溶けることがありますが、この場合はサイズが小さくても悪さをする可能性があります。フィラメントの材質と異物の材質において、溶けたときの相性が悪いと互いにうまく混ざりません(非相溶)。この結果、異物が外側にはじき出されてしまい、壁面に張り付いて動かなくなってしまうことがあります。これが少しずつ流路をふさいでしまい、ノズル出口まで覆ってしまうとこれも同様に詰まりになります。
異物の対策としては、よくダストフィルタが使われます。できるだけ段ボールや毛布など、発塵源を3Dプリンタから遠ざけておくとさらに効果的です。