Nature3D
ホットエンドの温度はファンありなしでどう変わるか
3Dプリンタのホットエンドはファンで冷却するのが基本的な考え方です。ノズルの熱が上まで上がってくると、フィラメント全体が軟化してしまい、ホットエンド内部で座屈して押し込むことができなくなってしまいます。
言葉でいうと簡単ですが、ファンで冷却するとどんな変化が起きるか?ヒートブレイクはどれくらい効果があるか?エアダクトの影響度合いは?などはなかなかイメージしにくいところです。具体的にどういう変化が起きるかについては、ホットエンドにファン送風した時の温度変化をシミュレーションで確認した例があります。
THERMAL ANALYSIS OF A 3D PRINTER HOTEND AND NOZZLE
4th International Congress on 3D Printing (Additive Manufacturing) Technologies and Digital Industry 2019 11 - 14 April 2019 at Antalya, Turkey
http://indexive.com/uploads/papers/pap_indexive15943179682147483647.pdf
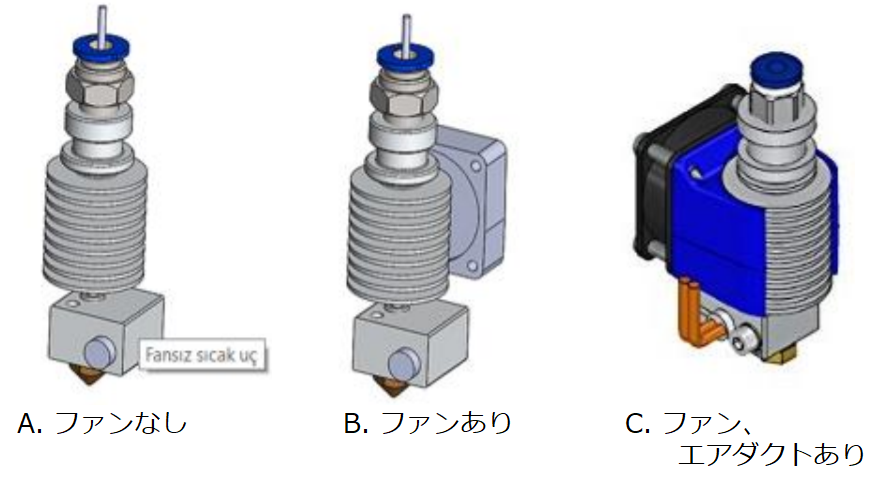
E3Dホットエンドに対して、A : ファンなし(実際にはファンなしでは設計されていない)、B : ファンあり、C : ファンとエアダクトあり の3つをシミュレーションで確認しています。
シミュレーションの条件
| 空気の温度 | 25℃ |
|---|---|
| ノズル温度 | 220℃ |
| ファン | 109P0412H902 (40mm角x10mm厚) |
| ファン回転数 | 649 rad/s = 約6200 rpm |
A. ファンなし
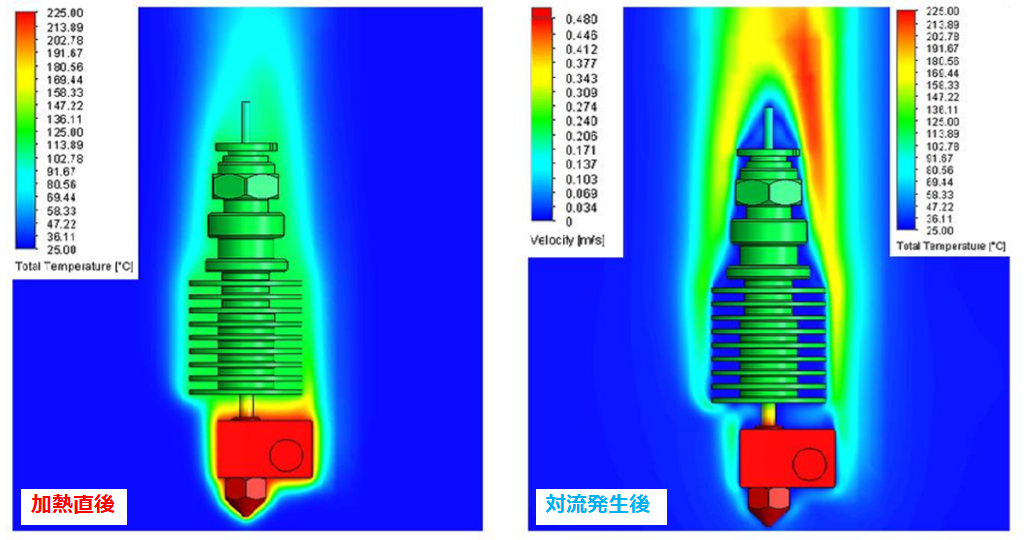
このタイプのホットエンドはファンなしでの使用は想定されておらず、実用的にこの状態で使われることはありませんが、ホットエンドとフィラメントがどのように温度上昇するかを知っておくと、ホットエンド周りの熱の動きを理解することに役立ちそうです。
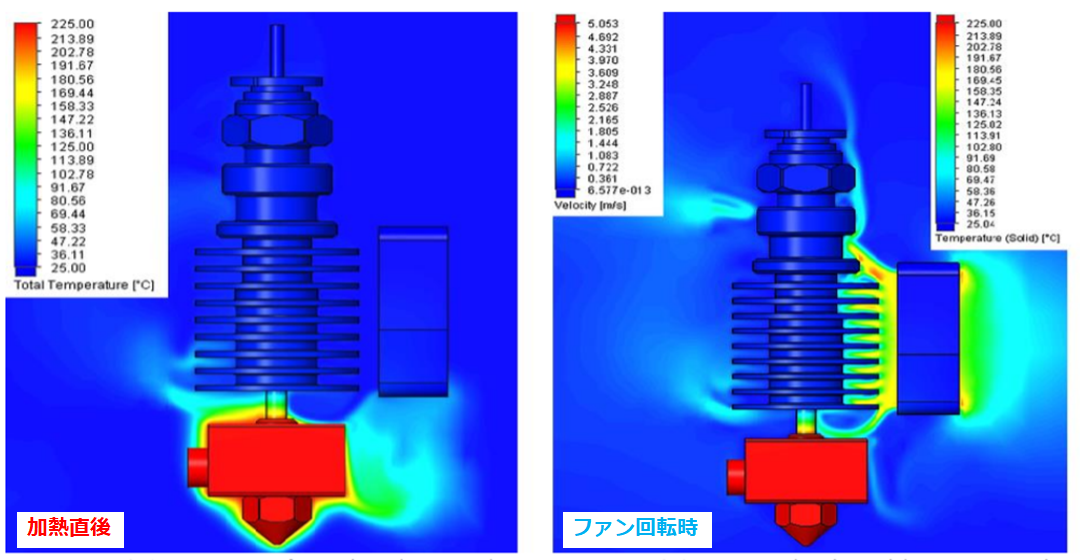
左の画像は加熱直後、右の画像は空気の対流が起きはじめたときの様子です。色表示は固体部分が温度、気体部分が流速です。ホットエンドが上向きになっているため、時間が経つと上向きの気流が発生します。常に高温の空気がヒートシンクを取り囲んでしまうため、フィンとフィンの間の空気が動かなくなってしまい、冷却が進まなくなることがわかります。
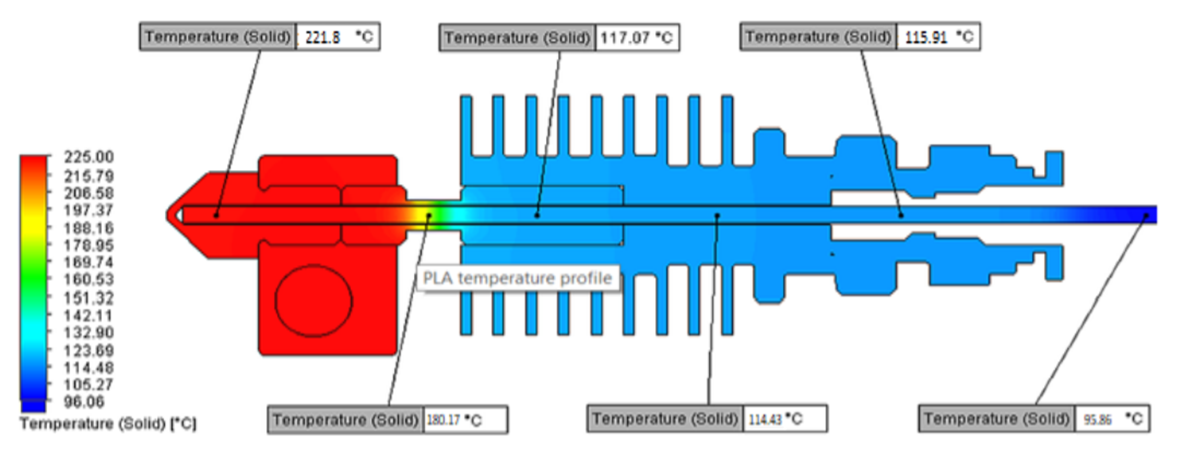
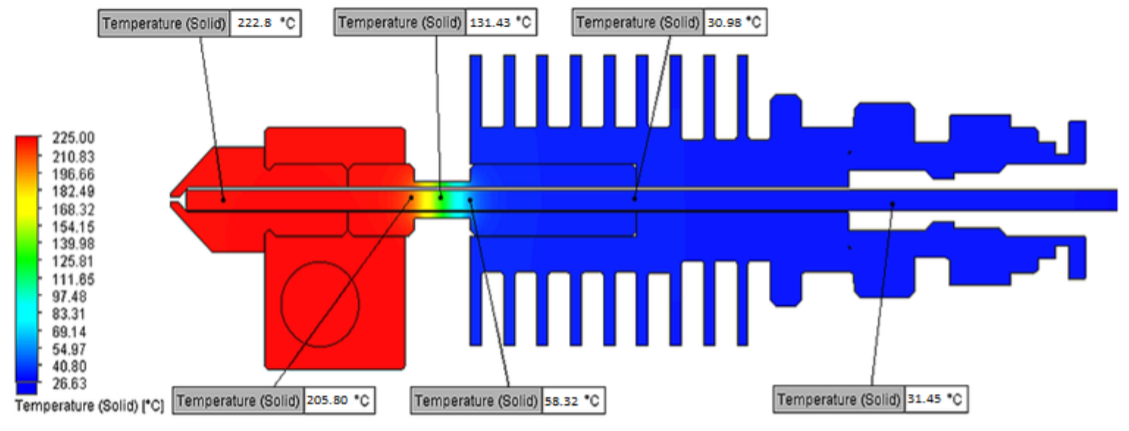
ヒートブロックの最も上側とヒートシンクの温度差は約110℃です。ヒートブレイクはうまく機能していることがわかります。ですが、ヒートシンク部のPLAフィラメントは117℃で、相当軟化が進んでいる温度域になっています。この状態でプリントすると、軟化したPLAがホットエンド内部で変形してしまい、冷えた時に入口部分をふさいでしまうことで使えなくなってしまう可能性があります。
B. ファンあり
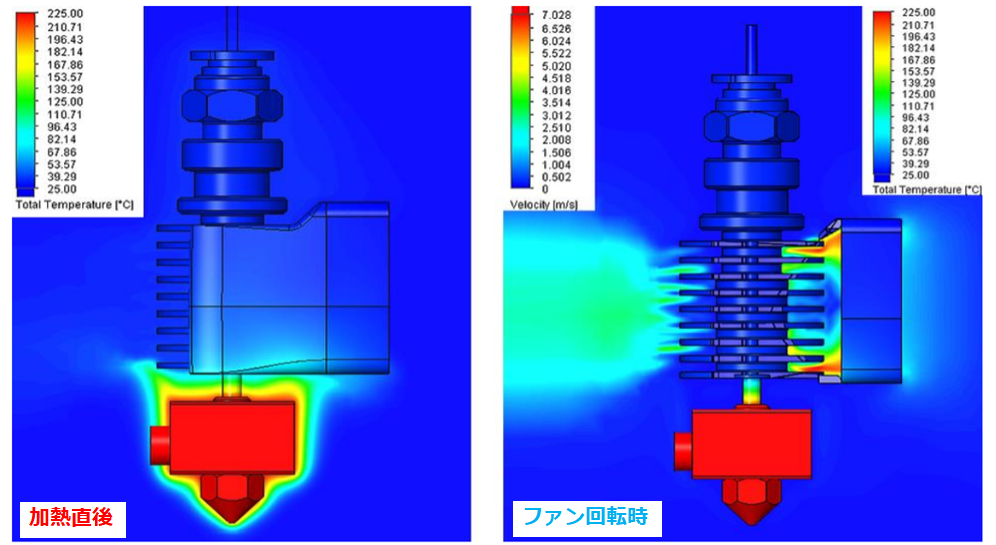
ヒートシンクに向かってファンで空気を吹き付けます。左の画像は加熱直後、右の画像はファンを回転させたときのシミュレーションです。フィンとフィンの間に空気の流れを作って強制的に熱交換することで、効率的に熱を取り除くことができていることがわかります。水平方向に空気の流れができることによって、ヒートシンク周辺に高温の空気が滞留することがなくなり、熱の移動はほとんどが材料を介した熱伝導のみに制限されています。
ヒートブレイク手前のフィラメント温度は58℃で、PLAのガラス転移点をギリギリで下回るように設計されているようです。軟化したフィラメントがヒートシンクまで上がってくることは防げていると考えられます。
C. ファン、エアダクトあり
エアダクトで整流した状態でヒートシンクに空気を送り込みます。ヒートシンクに対してストレートな形で空気が抜けており、エアダクトなしよりもさらに望ましい状態で空気が流れていることがわかります。
温度分布としてはファンのみと比較した場合と大きな差はありません。ダクトをつけたからといって、より冷却効率があがるということではなさそうです。ダクトなしの場合でファン送風の乱れがヒートブロックの熱を奪う量がわずかなためだと考えられます。今回のシミュレーションの条件では差が明確ではありませんが、例えばより造形スピードを上げたり、より溶融温度の高い樹脂を使ったりする場合にはヒートブロックの熱ロスが無視できなくなることも考えられます。エアダクトは、より高いレベルで造形を行っていく上では有効に機能する可能性があります。
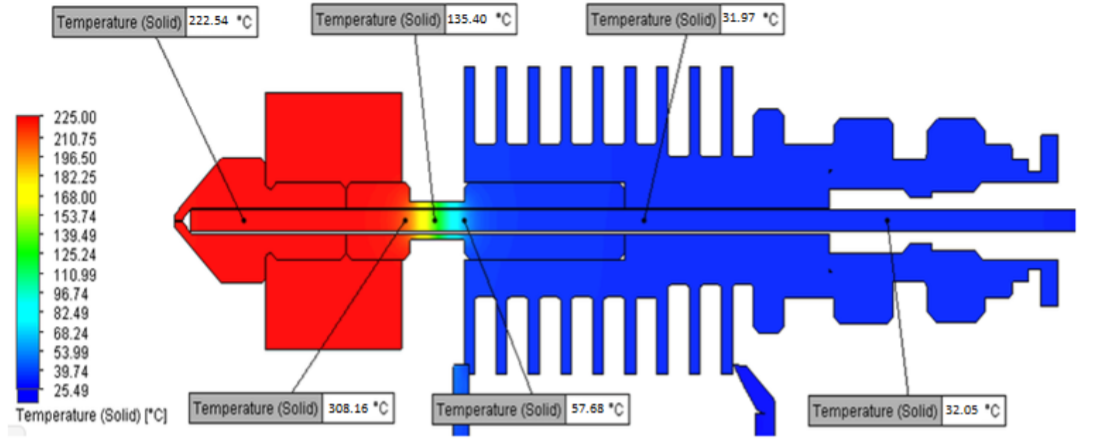
(上画像の「Temperature (Solid)」の308.16℃は208.16℃の間違いだと思われます。論文原文には208.16℃と記載があります)