Nature3D
フィラメントはどのように量産している?
フィラメントがどのように量産で作られているか、動画をもとに紹介します。
Maker Geeksはすでにメーカーとしてはなくなっていますが、フィラメントを量産する上で重要なのかうかがい知ることができます。「答えを得ても、また戻って何かを変えてみて、家に帰ってから「ああ、これが答えだ」と思い、また戻って試してみるのです」と最後に笑顔で話しているのが、苦労もありながら楽しんでやっているんだろうなという気がして、とても印象的でした。以下日本語訳です。
How It Is Made: 3D Printing Filament
私の名前はJoshua Smithです。Maker Geeksに所属しており、3Dプリンタと3Dプリンタ用フィラメントの販売を行っています。そしてここミズーリ州スプリングフィールドにおいて製造を行っています。
我々は独自のフィラメントを製造し始めました。品質管理の問題はなく、価格の問題もなかった。ただ、世界中の誰もがそうであるように、我々もすべての製品を中国から購入していたのです。そこで自分たちでできることはないかと考え、フィラメントを作る手順を考え始めました。
樹脂原料は通常はペレットで、常に透明か白。もともと色は付いていません。それをブレンダーにかけます。 顔料や添加剤を混ぜる場合もあります。添加剤には強度や耐衝撃性を高めるための添加物や、磁気特性を付与するもの、あるいは単なる色をつけるものなどいろいろあります。青色にしたければ、青色の顔料を樹脂に加えてブレンダーを回せば均一に混ざり、青色の樹脂ができあがります。
そこから乾燥工程に入ります。温度は60~80℃で2時間の乾燥が必要です。これはとても重要です。これは省略できる部分でもあります。ただし急いでフィラメントを作ろうとして、時間をかけて乾燥させなかったら、フィラメントが破裂したり、うねりが発生したりすることがあります。
乾燥された原料は、世界で最も一般的な製造装置である単軸押出機に投入されます。
単軸押出機で原料は加熱、混練され、フィラメントとして押し出された後、温水の水槽に入ってゆっくり冷却され、丸い断面のフィラメントができあがるのです。もし楕円形のフィラメントができたとしたら、それは温水の温度が間違っているから。温水の温度を正しく設定し、ノズルの温度を正しく設定し、樹脂の温度を正しく設定すれば、完全な丸いフィラメントができるのです。
そして、そこから冷却用の水槽に入って20~30フィート(約1.5m)ほどの距離を走り、その後に巻き取られます。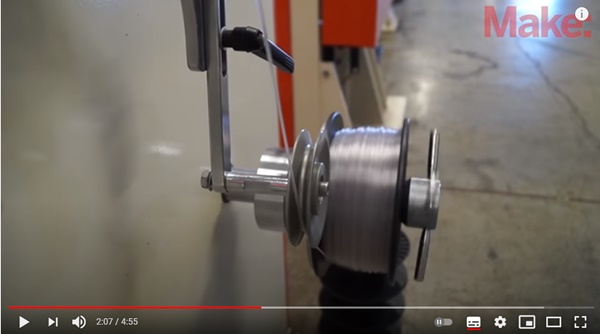
製造では1.75ミリ、3ミリ、2.85ミリのフィラメントを作り分けるわけですが、これは面白いと思いました。というのも、それぞれ別の金型を使うことで別のサイズになると思っていたのですが、実際にはそうではありません。これはトラクターシステムによるものです。同じ金型を使って押出機のノズルからフィラメントを一定の圧力で押し出し、1.75にしたければ早く、1.85にしたければ遅く引き取るのです。それによって絶えずフィラメント径が小さくなったり大きくなったりするので、トラクターシステムをどのようにコントロールするかによって、得られるフィラメント径が変わってきます。
また、レーザー測定器を使ってリアルタイムでモニターしているので、もしフィラメントの径が異常に大きくなったり小さくなったりした場合は、フィラメントを引き抜いて問題を解決することができますが、レーザー測定器の値が正常な限り、そのプロセスは正しいと言えます。
私たちは、年間10万時間以上もプリントしています。今でも年間3~4万時間は実際にプリントしていますが、使用するのは当社のフィラメントだけです。もし問題があれば、必ず見つけ出します。これが、私たちがこの分野で唯一の存在であることを知っているもうひとつの理由です。
この押出機は大手メーカーのものですが、彼らはビザが取れず、誰もトレーニングに来なかったので、私が組み立てて配線し、スペースを全部使ってしまいました。このやり方をGoogleで検索するのは奇妙なことで、人々がそれをやっているために情報が空白になっているようなものです。ジェットエンジンを作っている人がいても、ボーイング社がブログで紹介しないのと同じですね。中国ではどんな人たちがやっているのでしょうか。彼らはそれを1億ドルものレベルでやっているのに、それをブログに載せることはない。
押出機には4つのゾーンがあり、それぞれのゾーンが正確な温度で、トラクションスピードに合わせて4つのゾーンが正しい順序で配置されていなければなりません。それほど精密なのです。
それは祈りのような戦いの連続で、答えを得ても、また戻って何かを変えてみて、家に帰ってから「ああ、これが答えだ」と思い、また戻って試してみるのです。フィラメントの製造はサイエンスで、いつかはデスクトップのプリンタのように、ボタンを押すだけで常に求める数値が得られるような時代が来るでしょうが、今はまだそうではありません。しかし今はまだ芸術の域に達していないので、柔軟に対応していかなければなりません。