Nature3D
3Dプリンタのフィラメント溶融モデル
3Dプリンタでフィラメントの溶融はFFFプロセスの中心的な要素です。ところが意外なことに、FFF式3Dプリンタが登場してから何十年も経つにもかからわず、いまだに中核となるフィラメントの溶融と樹脂流動のメカニズムについてはよくわかっていません。
FFFでフィラメントがどう溶融するかは昔から研究が行われており、さまざまな研究者の関心を集めてきました。多くの3Dプリンタの論文で引用されているのはBelliniがLiquefier dynamics in fused depositionで2004年に提案した仮説です。Belliniのモデルは、フィラメントがノズルに入った直後に溶融状態になるというものです。Fはエクストルーダーでフィラメントにかかる力、-Uszはフィラメント送り速度です。T0は加熱される前のフィラメントの温度、Tmは溶融温度、Thはヒーター温度を表しています。
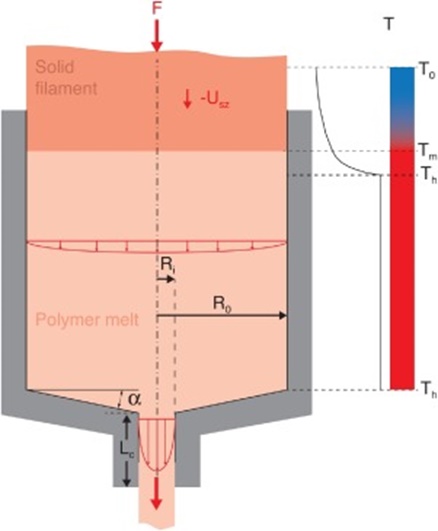
Belliniのフィラメント溶融モデル
このモデルでは、溶融部は入口部、円錐部、出口キャピラリー部の3つのゾーンに分かれており、3つのゾーンそれぞれについて計算することで、樹脂をノズルから押し出すのに必要な力が算出できます。実際にBelliniのモデルを使って解析している事例はたくさん見られます。
フィラメント溶融について、これが今までのスタンダードの理解だったわけですが、近年Belliniのモデルはフィラメント送り速度が低い場合や、ノズルが長い場合にのみ有効で、実際のプリントに適用できないのでは?という疑問が投げかけられました。そこで提案されたのが、OsswaldがFused filament fabrication melting modelで2018年に発表した仮説です。
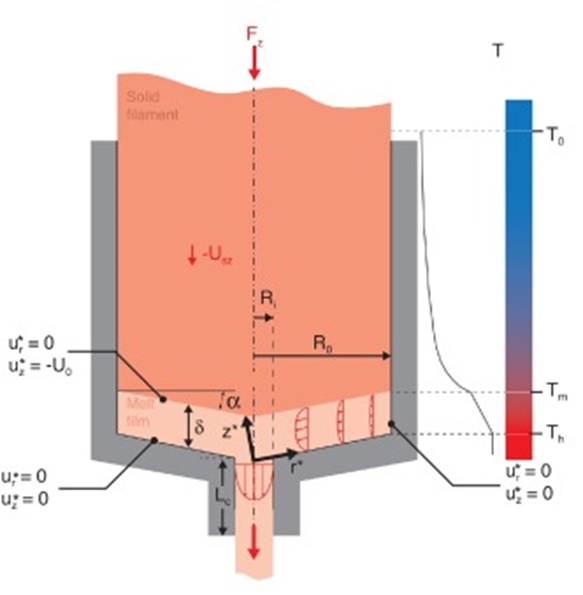
Osswaldのフィラメント溶融モデル
この論文において、Belliniのモデルはノズル通過の際にフィラメントが完全溶融する十分な時間が確保できる場合に限るだろうとしています。フィラメント送り速度でいうと0.25mm/sより低い場合にのみ有効で、プリント速度としてはあまりに低速のため現実的ではないだろうというわけです。
Osswaldのモデルではフィラメントは溶融しないままノズル先端まで押し込まれます。フィラメントはノズル円錐部分に押し付けられることで溶融し、溶融樹脂は薄く膜状になった形で広がります(図ではMelt Filmと記載)。このメルトフィルムに圧力がかかることで溶融樹脂は中心に向かって絞りだされ、ノズル出口から排出されます。
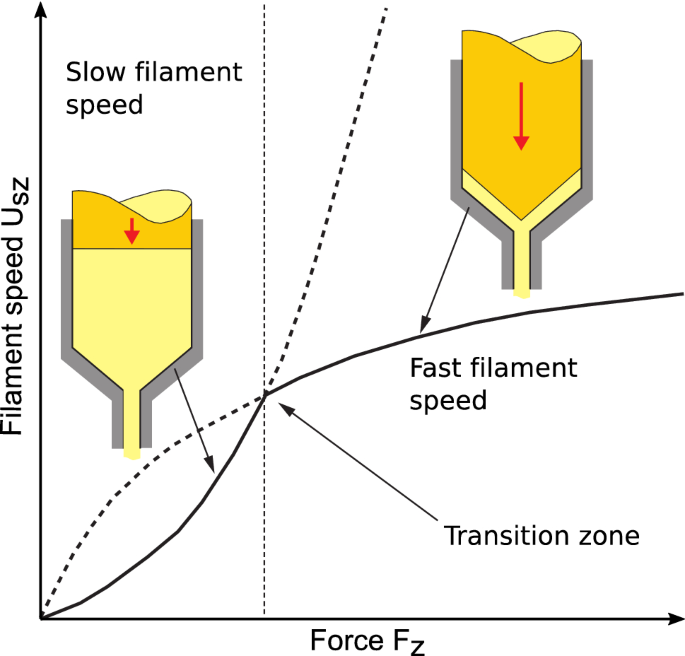
Belliniのモデルでは力をかければかけるほど樹脂は出やすくなりますが、Osswaldのモデルでは反対で、力をかければかけるほどメルトフィルムが薄くなり、樹脂は出にくくなります。最終的に力をかけても樹脂が送り出せなくなる限界に到達し、これが3Dプリンタで実現できる造形速度の限界になると理解されています。
Modeling Fused Filament Fabrication using Artificial Neural Networks
3Dプリンタでの樹脂の溶融や流動は、現在進行形で理論の構築が進んでいます。今後実験と理論を突き合せることで、さらにFFFプロセスの理解が進んでいきそうです。