Nature3D
クリーニングフィラメントってどんなもの?
クリーニングフィラメントというものがあります。加熱してホットエンドに押し込むとノズルやバレルの汚れが取れるというものですが、どんなもので、どういう原理で汚れをとっているのでしょうか。

クリーニングフィラメントの樹脂は?
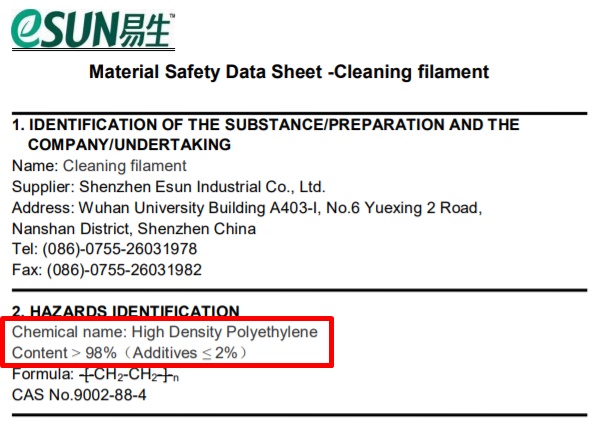
SDSを見てみます。eSUNのクリーニングフィラメントには樹脂の名前が書かれています。使われているのは高密度ポリエチレンです。
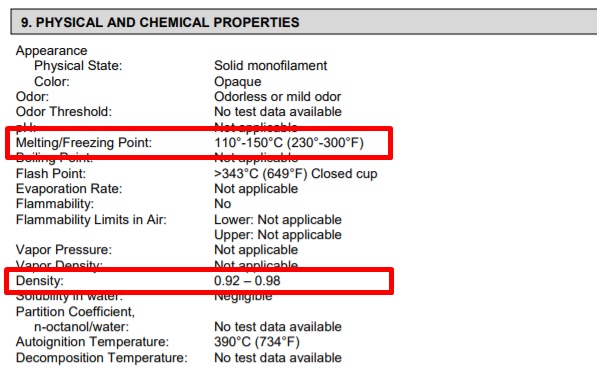
Dyna-Purge 3D CleanのSDSです。こちらは樹脂の名前が具体的には書いてありません。融点が110~150℃、密度は0.92~ 0.98と記載があります。断定はできませんが、高密度ポリエチレンだとすると数値には合致します。
クリーニングフィラメントでは造形できないとされていること、市販の成形機用パージ材にもポリエチレンはよく使われていることから、市販されているクリーニングフィラメントの多くはおそらくポリエチレンではないかと推測されます。
汚れ発生と除去のメカニズム
そもそも汚れはなぜ発生するのかを考えてみます。樹脂は円管内では流速分布をもって流れます。放物線に近い速度分布をもっており、中心が一番流速が早く、壁面では速度はゼロになっています。
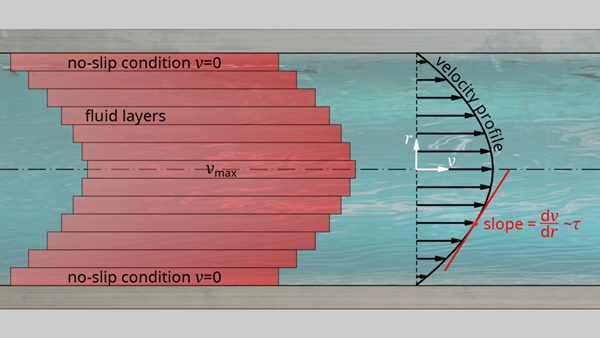
Friction of fluid layers due to viscosity and the resulting velocity profile
速度がゼロになった部分は流れない状態で延々熱がかかり続けるため、樹脂はノズル内壁近傍から熱分解します。熱分解が進行すると樹脂は流動性を失い、最終的には炭化物となって次第に厚みを増していきます。これが汚れ発生のメカニズムです。どんなフィラメントを使っても程度の差はあれ汚れは発生します。完全に汚れの発生を防ぐことはできません。そのため定期的にノズルをクリーニングするか、交換することが必要になります。
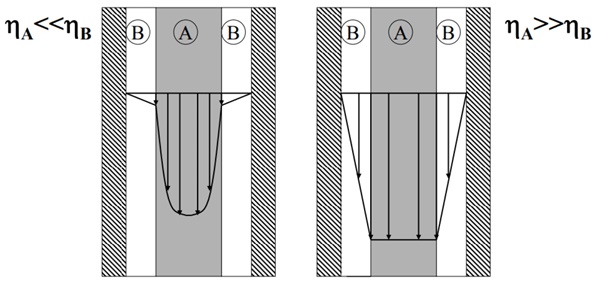
下記が汚れ除去の模式図です。フィラメント押出機の図の引用ですが、これを3Dプリンタにあてはめて考えてみることにします。スクリューがあるかないかの違いがあるものの、樹脂吐出部に関しては樹脂の流れは基本的に同じです。
Guide: purging/cleaning the Filament Maker – Full version
3Dプリンタにあてはめると、図は斜線部がノズル、Aがノズルを流れる樹脂、Bがフィラメントが内壁に張り付いて熱分解が進んだ樹脂となります。ηA、ηBはそれぞれAとBの溶融粘度を示しています。Bは熱分解でやや流動性を失っています。そのためフィラメントを押し込むと左図のように ηA << ηB となり、AはBのそばを流れるだけでBは動きません。一方でクリーニングフィラメントのポリエチレンは溶融粘度が高いため、押し込んだ時には右図のように ηA >> ηB となります。このためAがBを押し流してくれます。これが汚れを除去できる原理です。
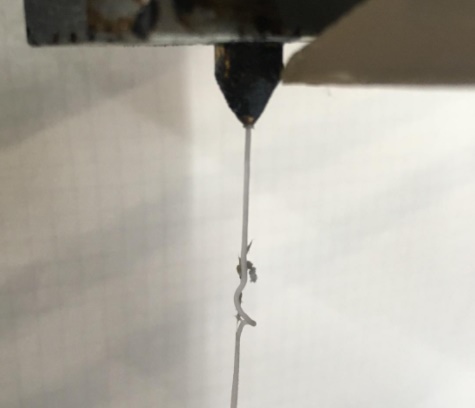
高品質日本製 3Dプリンター用フィラメント ごっそり取れるノズルクリーニング (商品レビューより)
クリーニングフィラメントを使うと汚れとの摩擦が発生し、脱落して樹脂にからみついたような状態で出てきます。これが正常に汚れが除去できている状態です。
クリーニングフィラメントを使う上での注意点
注意点 その1 : 炭化物ができる前に使うこと
クリーニングフィラメントの主成分は樹脂です。汚れをゴリゴリ削り取るわけではありません。熱分解が進行して強固な炭化物で内面がびっしりになってしまうと、樹脂ではかきとれなくなるため十分な効果が得られなくなります。異常の兆候がなくてもマメにクリーニングフィラメントを使って汚れをとることが重要です。
注意点 その2 : 断続で力をかけること
クリーニングフィラメントを一定速度で流し続けると流れが放物線になり、樹脂がノズル内面まで流れにくくなって汚れをかきとる効果が薄くなります。細かく出して止める動作を何回も繰り返すことで壁面との摩擦が発生し、クリーニングフィラメントを浪費することなく効率的に汚れをかきだすことができます。
注意点 その3 : コールドプルで終了すること
クリーニングが終わって通常のフィラメントに戻す際、クリーニングフィラメントは必ずコールドプルで終了してください。クリーニングフィラメントが残ってしまうと、クリーニングフィラメント自体が壁面に張り付いて取れなくなり、汚れになってしまう可能性があるためです。コールドプルのやり方は以下の通りです。
✅ クリーニングフィラメントのコールドプル
- 汚れが取れてノズルからの出てくる樹脂の色が薄くなってきたら、ホットエンド加熱をOFFにする。
- 冷却中も手で押し込み続ける
(ポリエチレンは収縮が大きく、力をかけ続けないと引けが発生してノズル先端と密着しなくなるため) - 次第に抵抗が大きくなり、融点の130℃近辺から押出できなくなる。
- 100~90℃になったらすばやく引き抜く。
何回かコールドプルを繰り返すとノズルの汚れをさらに取ることができ、より効果的です。もしクリーニングフィラメントが中に残ってしまった場合は通常のフィラメントに切り替えた後、クリーニングフィラメントをパージしてから造形を行ってください。