Nature3D
プラスチック製品のアニール処理について改めて整理する
プラスチック製品の加工において、よく「アニール処理」という言葉がでてきます。アニールというのは日本語でいうと「焼きなまし」で、主に鋼の熱処理からきている用語です。これにならって、比較的低温でプラスチック製品を加熱する方法をアニール処理と呼んでいます。実は同じ「アニール処理」という言葉を使っていても、扱うものによっては意味合いが異なっていることもあります。目的や違いを整理しておきたいと思います。
切削品、成形加工品のアニール処理
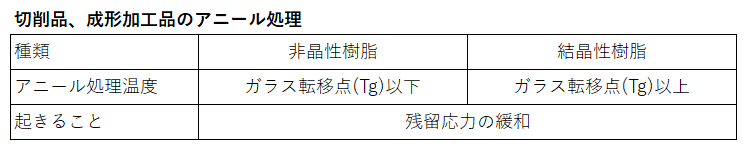
主に機械加工時や成形加工時に発生した歪みを取り除く意味合いがあります。プラスチック製品のアニール処理というと、一般的にはこちらの認識が多いと思います。切削でも成形でもそうですが、プラスチックを加工した後には必ず何らかの残留応力があります。この残留応力は時間が経つと解放され、寸法精度悪化、ひび割れ、特性低下などトラブルを起こすことがあります。そのため加工されたプラスチック製品を低温加熱することによって残留応力を緩和し、経時的な寸法安定性、信頼性を高めようというのがこのアニール処理の狙いです。アニール処理は加工前に行われることもあります。非晶性樹脂の場合はガラス転移点以下、結晶性樹脂の場合はガラス転移点以上に加熱します。非晶性樹脂でガラス転移点が室温以下やマイナスにある樹脂の場合は、荷重たわみ温度からアニール処理温度が決められることもあります。
3Dプリント造形品のアニール処理
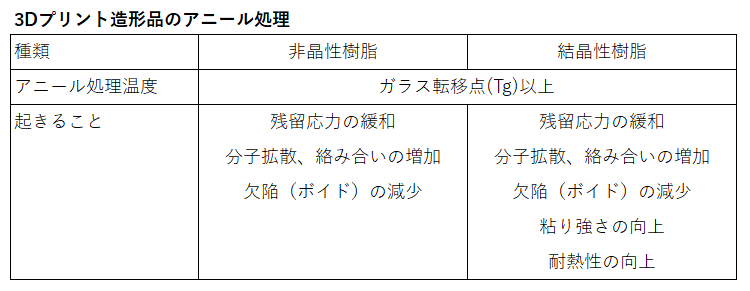
主に造形品の特性向上を狙って行われます。分子運動を活発にし、積層強度を高める意味合いがあります。多くの場合、3Dプリント時に造形物は急冷されるため、高分子鎖は十分に下の層と絡み合いを起こすことができません。界面間では溶け込みが不完全になっているといわれており、これが3Dプリント造形品の強度が低いといわれる原因の一つになっています。ガラス転移点より温度を上げて分子運動を起こさせることで、界面間での高分子鎖拡散や絡み合いが発生し、融着度合いを高めることができます。3Dプリント時と違い、アニールでは時間的な制約がないため理想的な接合状態に近づけることが可能です。
非晶性樹脂の場合、ガラス転移点以上になると樹脂は半溶融状態となります。そのため分子拡散が進むとビード間でネッキングを起こし、層間にある欠陥(ボイド)も減少することが期待できます。これも強度向上には有利に働きます。ただしアニール温度を上げすぎると軟化によって造形品に熱ダレが発生してしまい、せっかくきれいに仕上がった造形品が台無しになってしまうこともあります。これが3Dプリント造形品のアニールが難しいと言われる最大の理由です。
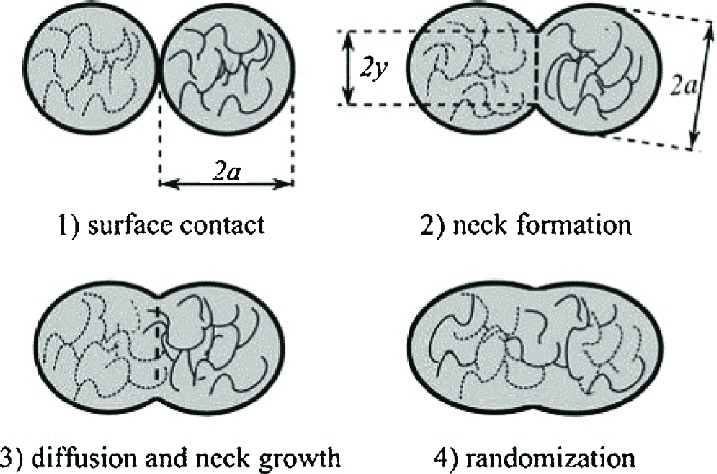
A review of melt extrusion additive manufacturing processes: I. Process design and modeling
結晶性樹脂の場合はさらに結晶化が関係します。造形中には同様に急冷されるため結晶が十分成長できない状態となっていますが、時間をかけて加熱されることで結晶が成長し、材料としての粘り強さが向上します。また、内部構造が結晶質に変化することで耐熱性が向上します。ガラス転移点は樹脂全体の非晶質部分に対して関係するため、非晶質部分が結晶質に置き換わってしまえば、その造形品はガラス転移点に左右されることはなくなるというわけです。