Nature3D
3Dプリント造形品のアニール処理で何が改善する?
FDM式の3Dプリンタで得られた造形品のアニール処理が行われることがあります。アニール前後の強度のデータを取って比較しているサイトもありますが、造形品の形状や造形条件によって大きく影響を受けることがあるためか、アニールによる変化がデータにあらわれず、何が変わったかを必ずしもうまく説明できていないことがあるようです。この記事ではアニールによって樹脂にどういう変化があり、それによってどういう効果が期待されるか、樹脂の面から考えてみます。
結論から言うと、アニールによって①耐熱温度・衝撃強度向上(結晶化による効果。PLAのみ)、②積層強度向上(ガラス転移点以上での加熱による層間接触面積アップ・分子拡散による効果)の2点の改善効果が期待できます。それぞれについて見ていきます。
①耐熱温度・衝撃強度向上
これはPLAだけに期待できる改善効果になります。PLAは結晶性樹脂です。ただし造形直後はアモルファス状態になっています。3Dプリンタにおいては十分に結晶化する時間がないまま冷え固まってしまうためです。本当は結晶になって安定になりたいものの、冷えて粘度が高すぎるので、動きたくても動けないまま固まってしまっている準安定状態です。この状態に低めの熱をかけてやると分子が動き出し、分子同士がまとまって結晶を作ることで安定な状態になります。これが①でのアニール処理の意味です。ABSやPETGなどは非晶性樹脂なので、いくらアニールしてもこちらの効果はありません。
http://www.ensinger.jp/blog-eng/archives/78
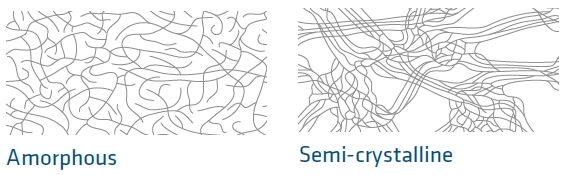
上は非晶性樹脂と結晶性樹脂の模式図です。線は分子を表しています。左が3Dプリント直後の状態だと思ってください。分子は様々な方向を向いており規則性はありません。これがアニール処理を行うことによって右の状態に変わります。右の図には一部向きがそろっている部分があります。これが結晶相です。結晶相は分子が折りたたまれている状態になっています。密度がとても高くなっているため、熱をかけても緩みにくくなり、機械的な強度も上がります。
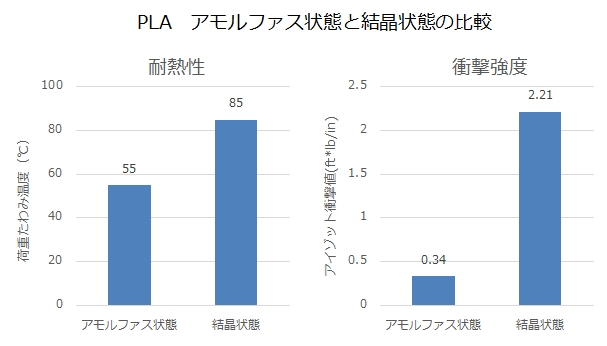
(New Ingeo PLA Formulation for 3D Filament Offers Heat and Impact Resistance Rivaling ABS and Processes and Prints with the Ease of PLA より3D850のデータを抜粋)
PLAをアニールした際の耐熱性と衝撃強度のデータです。結晶状態になることで耐熱性と衝撃強度が改善していることがわかります。この結晶状態になったときの改善効果は、あくまで樹脂自体の特性変化によるものです。特に強度の面で気を付ける必要があるのは、造形の状態によっては改善効果が発揮できなくなることがあるということです。例えば積層状態が適切でない状態でプリントした場合、同じように衝撃試験を行っても、積層強度が弱い部分から破断して樹脂の改善効果が見えなくなってしまうことがあり得ます。アニールの効果が正しく得られるように適切な造形を行う必要があります。
結晶化についてはPLAのグレードも関係します。興味がある方は『耐熱PLAと一般PLAの違いは?』をご覧ください。
②積層強度向上
これはPLA、ABS、PETGなどすべての樹脂で期待できる改善効果になります。①が樹脂自体の変化によるものであるのに対し、②は層間密着の状態が変化することによって起きます。
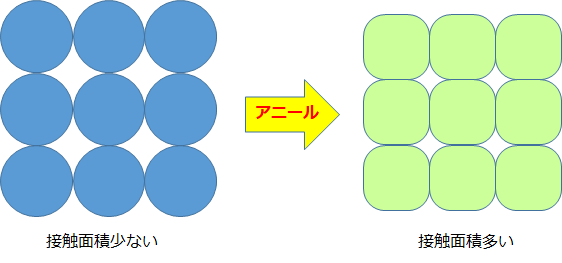
ガラス転移点を超えた状態で加熱すると樹脂が軟化します。この状態で保持することで左の状態から右の状態にしてやるのがこの②の意味です。接触面積が増えるほか、分子拡散も進むため積層強度が上がることになります。あくまで隣どうしの密着状態が変わるだけで、樹脂自体の特性は何も変わりません。ですので①と異なり耐熱性が上がることはありません。樹脂が軟化している状態で保持するため、造形品の形状によっては大きく収縮したり変形したりすることがあります。どういう変形をするかはやってみないとわかりません。これがデメリットです。
積層強度を上げるアクションは3Dプリンタでも取ることができます。単純にはインフィルを上げることです。他にも下の層が冷える前に上の層を積層したり、プリンタ造形エリアを保温するとプリントしたビードが濡れ広がるため積層強度が上がります。もし3Dプリンタで改善できる場合はこちらの方が変形が少ないため楽かもしれません。どうしてもプリント条件だけで改善ができない場合はアニールという使い分けがよいのではと思います。