Nature3D
3Dプリンタ フィラメントに合ったノズル材質の選び方
プラスチック製品強度を上げるために、よく射出成型ではガラス繊維を添加した樹脂が使用されています。3Dプリンタでもカーボンファイバーを充填したフィラメントが使われるようになってきました。カーボンファイバーを添加すると、一般的に引張強度、曲げ弾性率が上がります。このように特性改善を目的として樹脂に添加される固形分はフィラーと呼ばれます。フィラーは強度を上げる以外にも様々な目的で使用されます。
3Dプリンタ用フィラメントでよく使われるフィラー
| フィラー | 目的 |
|---|---|
| カーボンファイバー | 強度、剛性アップ |
| ガラス繊維 | 強度、剛性アップ |
| 金属粉 | 外観改善、重量アップ |
| 木粉 | 外観改善 |
| セラミック粉 | 剛性アップ、重量アップ |
| 中空ガラスビーズ | 軽量化 |
フィラーの多くは無機材料で非常に硬いため、ノズルが摩耗してしまうことがあります。多くのプリンタでは熱伝導性を重視して、標準では真鍮製ノズルが使われることが多いですが、真鍮ノズルでこれらフィラー入りのフィラメントを使ってプリントすると、摩耗が進行して安定した造形が困難になることがあります。
一般にカーボンファイバー、ガラス繊維のように硬度が高くてフィラー形状がシャープな針状ものが最も摩耗性が高いです。金属粉など球状に近い形状で硬いフィラーを含む場合はその次に摩耗性が高くなります。最後に木粉のような天然繊維フィラーがくる、といった感じです。フィラーは添加量が高いほど摩耗は大きくなります。例えばカーボンファイバーなら15%添加品より、20%添加品の方が摩耗の度合いは大きくなります。
では何もフィラーが充填されていないフィラメントなら摩耗は考えなくていいのかという疑問がでてきますが、実はフィラメント着色に使用されている顔料も多くは金属酸化物であるため、わずかに摩耗性があり、長い時間をかけて最終的にはノズルが摩耗します。
ノズルが摩耗するとどうなる?
ホットエンドにフィラメントを押し込むと内圧が上がります。ノズル内部はとても小さな空間ですが、3Dプリンタではこの小さな空間に25MPa程度の非常に高い圧力がかかると言われています。フィラメントがホットエンドに押し込まれた際、添加されている多数の硬いフィラーが高い圧力でノズル壁面に押し付けられ、滑りが転がりを伴って樹脂とともに吐出されます。この際にノズルの摩耗が起きます。
ノズルの摩耗は大きく2つあります。1つは上で書いた吐出圧によるノズル内面の削れです。ノズルの穴径が拡大します。もう1つは吐出後のX-Y方向移動によるノズル先端の削れです。吐出した後も一部のフィラは―樹脂表面に浮き出ているため、この上をノズルが通過することでも削れが発生します。こちらはノズルが短くなります。
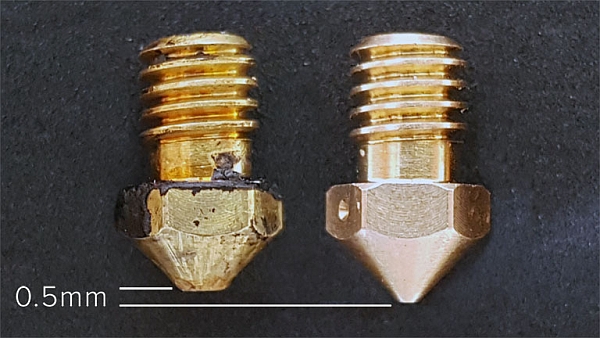
Brass, 0.3kg carbon fiber filled filament printed. Source: olssonruby.com
摩耗がある状態で造形を続けると、スライサ設定とノズルの状態が次第に合わなくなってくるため、徐々にプリント外観が悪化したり、ベッド定着が悪くなったりします、若干であれば造形のたびにスライサやプリンタ設定で補正できますが、摩耗の進行が止まることはないため、補正しきれなくなる限界がきます。ここがノズルの交換タイミングということになります。
交換頻度が多少短くなる程度であれば問題ないのですが、フィラメントやノズル穴径、求める外観によっては数百g程度の造形でも摩耗の影響が出てくることがあります。ノズル交換で追いつかない場合はノズル材質を耐摩耗性のあるものに交換する必要があります。
どの材質のノズルを選べばいいか
材料の耐摩耗性に影響を与える大きな要因に、硬さがあります。硬さだけで耐摩耗性が決まるわけではありませんが、一般的には硬いほど耐摩耗性は高くなります。
各材料の硬さ
| 材質 | ビッカース硬度(Hv) |
|---|---|
| ルビー | 2400 |
| S45C(機械構造用炭素鋼、焼入れ) | ~750 |
| SUS304(オーステナイト系ステンレス) | 200~370 |
| 真鍮 | 80~150 |
最も耐摩耗性が高いのがルビーやサファイアのチップが先端に使用されているタイプです。非常に硬い材料で、工業用途で軸受けや砥石などに広く使われています。その次に焼入れ鋼、ステンレス、真鍮の順となります。ステンレスは若干改善効果がありますが、真鍮と比較すると摩耗改善効果はわずかなようです。ニッケルメッキを施した耐摩耗性ノズルもありますが、メッキ厚が薄いと摩耗に耐えられず、結局はその母材のノズルを使っているだけとなってしまうことがあります。

各種ノズル。左から真鍮、ステンレス、焼入れ鋼、ルビー。
注意点として、ルビーやサファイアはとても硬く、耐摩耗性は優れているのですが、脆い材料でもあります。ベッドのクリアランス調整などで誤ってノズルがベッドに接触してしまうと欠けが発生して使えなくなってしまうことがありますので気を付ける必要があります。
耐摩耗仕様のノズルはやや高額になります。購入個数やどこで購入するかによってもずいぶん差がありますが、ざっくりで比較すると、2020年時点では1個あたりルビーノズルが\4,000~\6,000、焼入れ鋼ノズル(Amazonなどでは硬化鋼と書いてあることが多い)は\500~\800、ステンレスノズルは\200~\300程度です。ライフが長くなるとはいえ、消耗品であることには変わりありません。もし詰まってしまったら使えなくなるのは同じなのであまり高額なものを使うのを躊躇する方も多いかと思います。
実際のところどう使われているかが気になりますが、メーカーの推奨や海外ユーザーの状況などを見ると、カーボンファイバーなどではルビーノズルが使われていることが多いですが、他のフィラーではそこまで摩耗が進行しないためか、焼入れ鋼ノズルやステンレスノズルで対応できているケースも多いようです。
どの材質のノズルを使うかは、何のフィラメントをどれくらいの頻度でプリントするかによっても変わってきます。たとえばカーボンファイバー入りフィラメントで年中プリントしている場合と、時々プリントするだけの場合を考えてみると、前者はルビーノズルの方が好ましいですし、後者は例えばステンレスノズルを使って摩耗が進んだら交換とするほうがコスト的には安く済みます。
細かいところではプリントする形状によっても摩耗の度合いは異なります。ボロノイ形状のように造形エリアが飛び飛びになっている場合はリトラクションやホットエンドのトラベル、加減速が頻繁に起きるため、摩耗は大きくなる傾向があります。
ノズル摩耗については見落としがちで、ついつい同じノズルを使い続けてしまうことがありますが、プリントするフィラメントや頻度を考量して、適切な材質のノズルを選択すると3Dプリントの安定性維持につながります。