Nature3D
3Dプリンタ ダイレクト式とボーデン式の違いは?
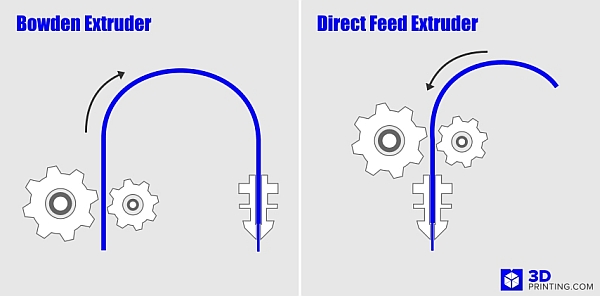
Direct vs Bowden extrusion. Source: 3dprinting.com
フィラメントを使うFDM式の3Dプリンタはダイレクト式、ボーデン式に分類されます。どちらも加熱したホットエンドにフィラメントを押し込んで吐出するというのは同じです。一見どちらでも同じように見えますが、大きく違いがあります。
最近は3Dプリンタが普及してかなり安価な機種も数多く出てきました。何を選ぼうかと迷うこともありますが、価格やレビューだけでなく、構造にも目を向けてプリンタを選ぶとより満足のいく3Dプリントができるかと思います。
ダイレクト式
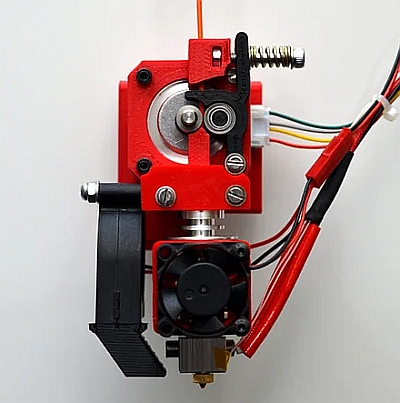
エクストルーダーがプリントヘッドに直接取り付けられている方式です。ノズルとエクストルーダーの距離が短くなっています。
長所
吐出が良好になる
エクストルーダーがプリントヘッドにあるため、ノズルに直接力がかかりやすく、吐出が安定しやすくなります。
リトラクションが速くなる
フィラメントをすばやく引き戻すことができ、モーターとの追従性が上がります。
小さいトルクのモーターが使える
力の伝達ロスが少ないため、フィラメントを押し込むために必要なモーターのトルクが小さくなります。
フィラメント選択の幅が広い
軟質の材料でも座屈せずに押し込むことができ、摩耗性がある材料でも送り途中で部品の削れを起こすことが少なくなります。
短所
プリントヘッドの動きの負荷が大きい
エクストルーダーがプリントヘッドに乗る分、プリントヘッドの重量が増えます。このため動きに慣性が付きやすくなり、ガタツキが発生しやすくなったり、場合によってはX-Y方向の造形精度が低下します。X-Y駆動系の故障が起きやすくなる傾向があります。
造形エリアが小さくなる
エクストルーダーの分プリントヘッドが大型化するため、その分X-Y方向の可動範囲が少なくなってしまいます。ベッド面積に対して造形エリアが小さくなります。
プリンタが重くなる
しっかりしたフレームで組まないとプリントヘッドの動きにブレがでるため一般的にはプリンタが重くなる傾向があります。
ボーデン式
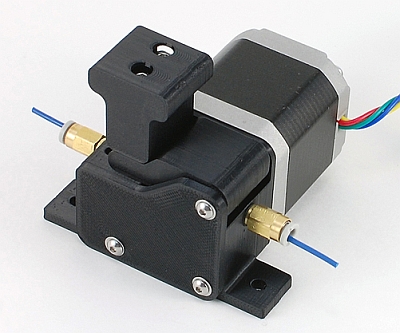
ダイレクト式と異なり、エクストルーダーがプリンタのフレームに取り付けられています。フィラメントは長いPTFEチューブを通ってプリンタヘッドに送り込まれます。
長所
X-Y方向の動きが正確になる
エクストルーダーがプリントヘッドから分離して設置されているため、その分プリントヘッドの重量が軽くなります。より高速造形ができ、動作音が静かです。精度の高い造形品が得やれやすい傾向があります。
造形面積が広い
プリントヘッドが小型化できるため、可動範囲が大きくなります。ベッドで使える造形エリアが増えるため大型の造形がやりやすくなります。
プリンタを軽量化できる
プリントヘッド周りにそれほど剛性を必要としないため、プリンタ全体を軽量化できます。狭いスペースに設置できるミニプリンタはボーデン式が多いです。簡易な構成にできるため、大型のプリンタに対しても有利です。
短所
エクストルーダーの追従性が悪い
長いフィラメントを介してモーターで押し引きを行うため、チューブの長さの分だけ応答が遅くなります。大型化してチューブが長くなればなるほど不利です。軟質材の場合はフィラメントがダンパとして働いてしまうため、正確な造形が難しくなります。リトラクションの設定も難しくなる方向となります。
エクストルーダーモーターのトルクが増える
長いチューブを通るため、フィラメントとチューブの摩擦が発生します。この摩擦のため、フィラメントを送り込むにはより多くのトルクが必要となり、モーターが大型化する傾向があります。エクストルーダーギアの削れなどのトラブルも起きやすい方向となります。
フィラメント材料選択の幅が狭い
TPUなどフレキシブルフィラメントだとエクストルーダーでフィラメントが座屈する、滑りが悪いフィラメントや剛性の強いフィラメントなどはスムーズに吐出できないなどフィラメント選択に制約がつく場合があります。
まとめ
一般的なフィラメントで精度の高い造形を行いたい場合であればボーデン式が適しており、軟質フィラメントなどの特殊素材で造形を行いたい場合はダイレクト式が適しています。昔に比べてプリンタの性能が上がってきましたが、それでも何でもできる万能のプリンタは存在しませんので、どういう造形を行うかを整理して、目的に合わせてどちらのプリンタを選ぶことが重要です。