
プラスティ (低融点・低粘度バインダー用熱可塑性樹脂)
プラスティ
様々な粉末を粘結して自由な形に成形できるバインダー用の熱可塑性樹脂です。
工芸用・クラフト用に
木粉を練り込んで桐塑、木目込み人形、コクソ、補修用木パテなどとして。型込め造形、手びねり造形ができます。練り込んだ後に削りやすく、塗装が可能。他にも顔料、蓄光パウダー、フェライト粉、炭酸カルシウム、香料などいろんな粉末を練り込んで成形できます。
研究用途のバインダー樹脂に
低融点かつ低粘度のためラボスケール、簡単な器具で粉体を添加した少量の溶融混練ができます。微粒子の分散性良好。高温で分解しやすいバイオマス素材にも適します。
ホットプレートなどの加熱器具で150℃程度に加熱し、プラスティが溶けたら粉体を投入して練り混ぜてください。プラスティは溶かした後冷却するとゆっくりと固まります。常温付近で指やヘラなどで形を整えることが可能。柔軟な樹脂で、多量に粉体を充填しても脆くなりにくい特性があります。造形に失敗しても溶かしなおせば再利用、やり直しができるため経済的です。樹脂成分にホルムアルデヒドは含まれておらず、臭気もありません。常温でのべたつきがないため扱いが容易です。

材質 : 特殊ポリオレフィン樹脂
使い方
①プラスティを容器に入れ、150℃程度で加熱する
②完全に溶けたら練り混ぜ、容器ごと冷やす
③容器がさわれる温度になったら取り出して形を整える
④固まるのを待つ
⑤固まったら完成!
粉体を練り混ぜる場合は、混ぜた後で一旦小さめに切り分け扁平状にし、必要な分だけ溶かして使用すると便利です。
必要なもの
| A | プレート型加熱器(写真はグルーポット。ホットプレートでも可) |
| B | 容器(写真はフッ素コート金属容器。シリコン製でも可) |
| C | 計量器(重さをはかるもの。最小測定0.01gのものを推奨) |
| D | スプーン(かき混ぜ用。シリコン製を推奨) |
| E | モールド(手びねりであればなくても可。写真はシリコンモールド) |
| F | 粉体(樹脂に練りこむもの。写真は顔料) |
その他、必要に応じて耐熱手袋、マスクなどをご準備ください。

各種材料の練りこみ造形例
顔料
プラスティ 10g、顔料 0.5g
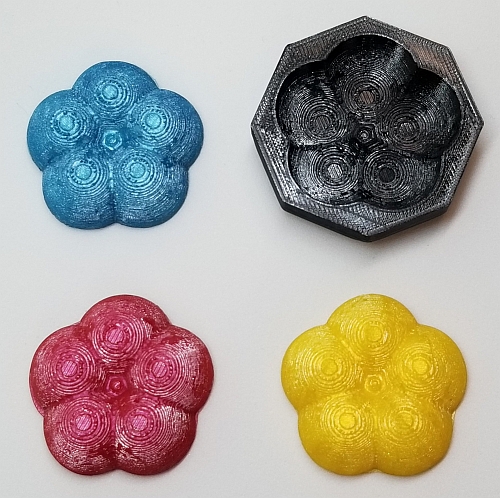
3Dプリントモールド使用例(TPU)
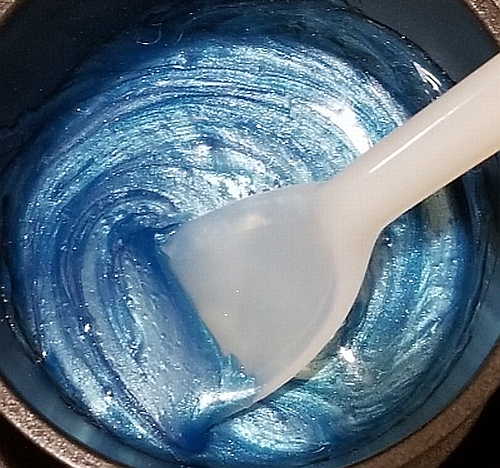
プラスティと顔料を練り混ぜ

練り混ぜ後
木粉
ナチュラル色 : プラスティ 10g、木粉3g
白系色 : プラスティ 10g、木粉3g、白色顔料0.3g
ナチュラル色 : プラスティ 10g、木粉3g
赤系色 : プラスティ 10g、木粉3g、赤色顔料0.3g
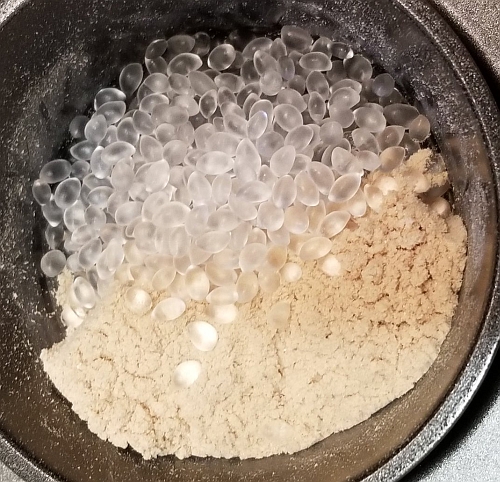
プラスティと木粉を投入。練り混ぜ前
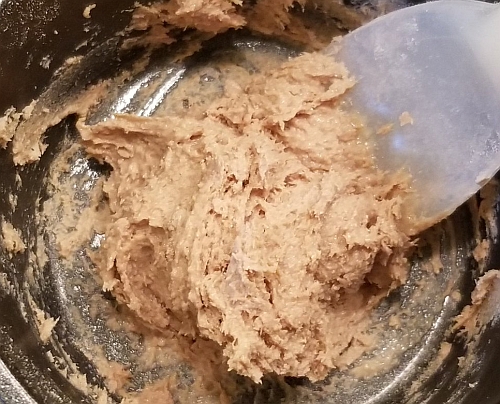
練り混ぜ後
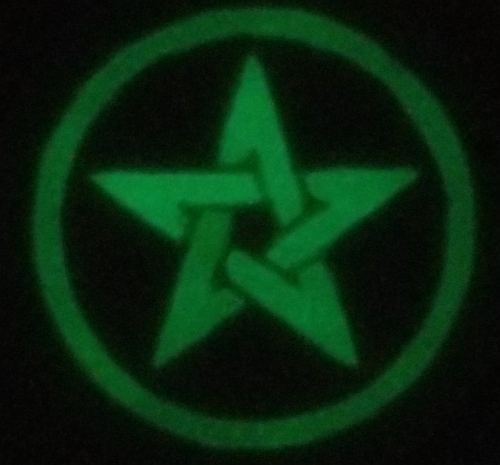
蓄光パウダー
プラスティ 10g、蓄光パウダー 1.5g

暗い場所で光ります。
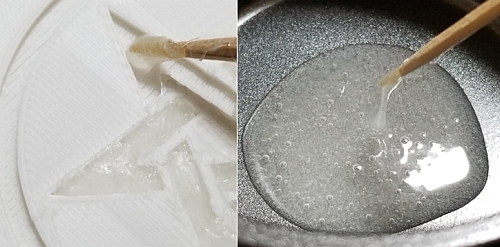
PLA造形品に塗り付けた例
造形品に塗布した部分を光らせることができます。
砂鉄
プラスティ 10g、砂鉄10g

磁石にくっつく造形品を作ることができます。
ユーザー様作品例

木粉を練り込んだ後、型押し成形して
アクセサリー用金具に取り付けて仕上げていただきました。
FAQ
容器がさわれる温度なっていれば熱くありません。まだ容器が熱い状態ですとヤケドの可能性がありますのでご注意ください。
融点以下になると樹脂がしばらくゴム状態になります。ゴム状態であれば軽くこすると簡単に取れます。
シリコン製が扱いやすいです。ソフトPEのモールドは成分が移行しますので避けてください。3DプリントモールドはTPUをおすすめします。
粉体の量が多い場合は一気に混ぜるとダマになることがあります。プラスティを溶かしてゆっくり薄く延ばしていくと混ぜやすいです。木粉など吸水性があるものは、事前に加熱して水分を飛ばしてからプラスティを入れると比較的楽に混ざります。
約80℃です。
プラスティは固化が遅い材料のため融点以下になってもしばらくゴム状態となります。このゴム状態になっている時間を利用して伸ばしたりちぎったりすることができます。
15分程度放置すると硬くなります。
シリコン容器を使用する場合、容器からの水分が蒸発して気泡ができることがあります。シリコン容器を事前に加熱して水分を飛ばしてから使用すると気泡発生はなくなります。